
![]()
Piano Specifico di Prevenzione 2018
(Risultati di Raccolta e Riciclo 2017)
Pubblicato il 31/05/2018
1) SINTESI DEI RISULTATI 2017 E PREVISIONI AL 2022
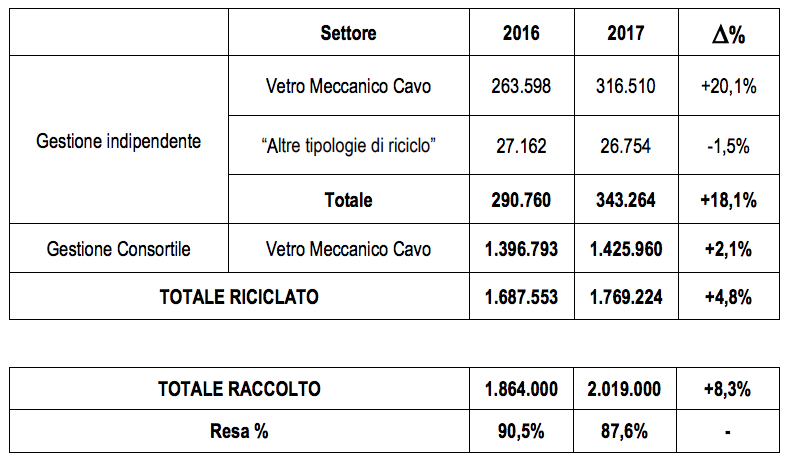
Il Tasso di riciclo del vetro da imballaggio fissato per legge è del 60% (D.lgs. 152/06). Il risultato di riciclo raggiunto nell’anno 2017 è riportato nella tabella seguente.
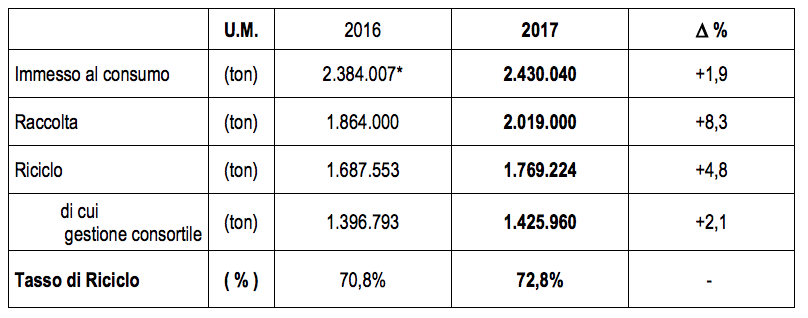
*a seguito della revisione del metodo di calcolo (vedi cap.2) il valore di immesso al consumo per l’anno 2016 è stato rettificato rispetto al Psp di maggio 2017 (2.364.052 t.).
L’immesso al consumo è cresciuto dell’1,9%, la raccolta del 8,3%, mentre la quantità di rifiuti d’imballaggio in vetro riciclata è cresciuta dell’4,8% rispetto al precedente anno, passando da 1.687.553 tonnellate a 1.769.224. Il tasso di riciclo è risultato del 72,8%.
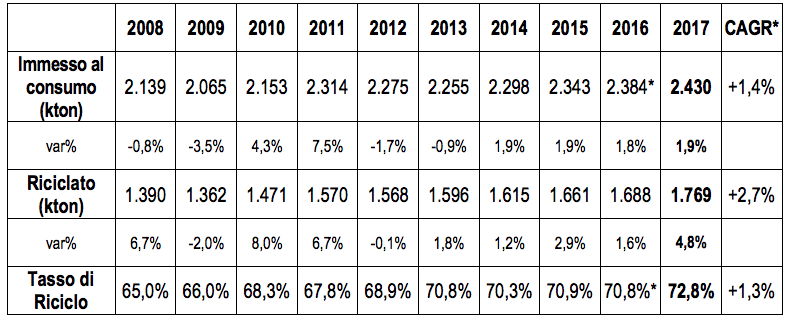
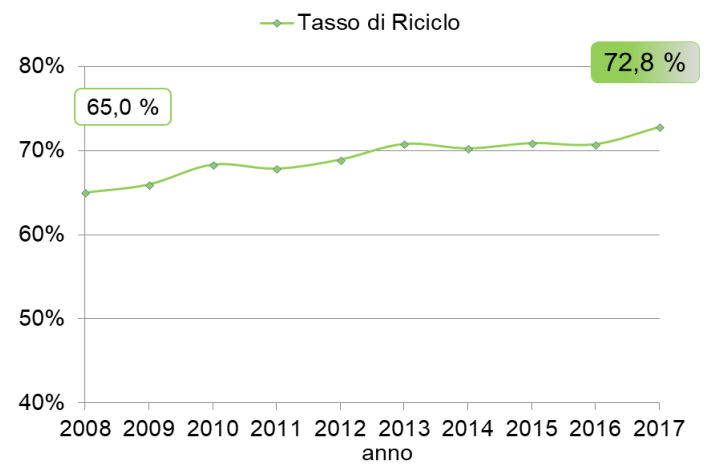
Nella tabella successiva è riportata la serie storica dei risultati di riciclo nel periodo 2008 – 2017
*dato rettificato rispetto al Psp di maggio 2017
Nel periodo considerato (2008-2017), a fronte di una crescita dell’immesso al consumo degli imballaggi in vetro del 13,6%, le quantità riciclate sono aumentate del 27,3%.
SERIE STORICA DEI RISULTATI DI RICICLO NEL PERIODO 2008 – 2017 (kton)
PREVISIONI IMMESSO AL CONSUMO, RACCOLTA E RICICLO RIFIUTI D’IMBALLAGGIO IN VETRO AL 2022 (kton)
Il 2017 è stato caratterizzato da un’estate molto calda e da una elevata presenza turistica oltre che ad uno sviluppo strutturale della raccolta nel Meridione. La straordinaria crescita complessiva della raccolta, ad un tasso di gran lunga superiore a quello dell’immesso al consumo, esplicitatasi soprattutto nel secondo semestre del 2017, ha fatto emergere una criticità. Essa riguarda la mancanza di capacità produttiva degli impianti di trattamento, aggravata anche da un loro rallentamento operativo causato dal peggioramento della qualità del materiale da trattare per l’affluire del rifiuto di imballaggio in vetro raccolto nelle regioni meridionali, aree di maggiore sviluppo ma di peggiore qualità della raccolta differenziata.
Ipotizzando la eccezionalità del 2017 abbiamo contenuto l’aumento della raccolta degli anni successivi ad un punto percento aggiuntivo rispetto allo sviluppo dell’immesso al consumo e contemporaneamente abbiamo previsto stoccaggi provvisori di rifiuti di imballaggi in vetro, crescenti per un periodo di due anni che ipotizziamo necessario per un adeguamento degli impianti. Essi saranno assorbiti nel triennio successivo. Le quantità di vetro MPS ottenute dal trattamento degli stock o non saranno contabilizzate ai fini della stima del tasso di riciclo.
PREVISIONI 2018-2022
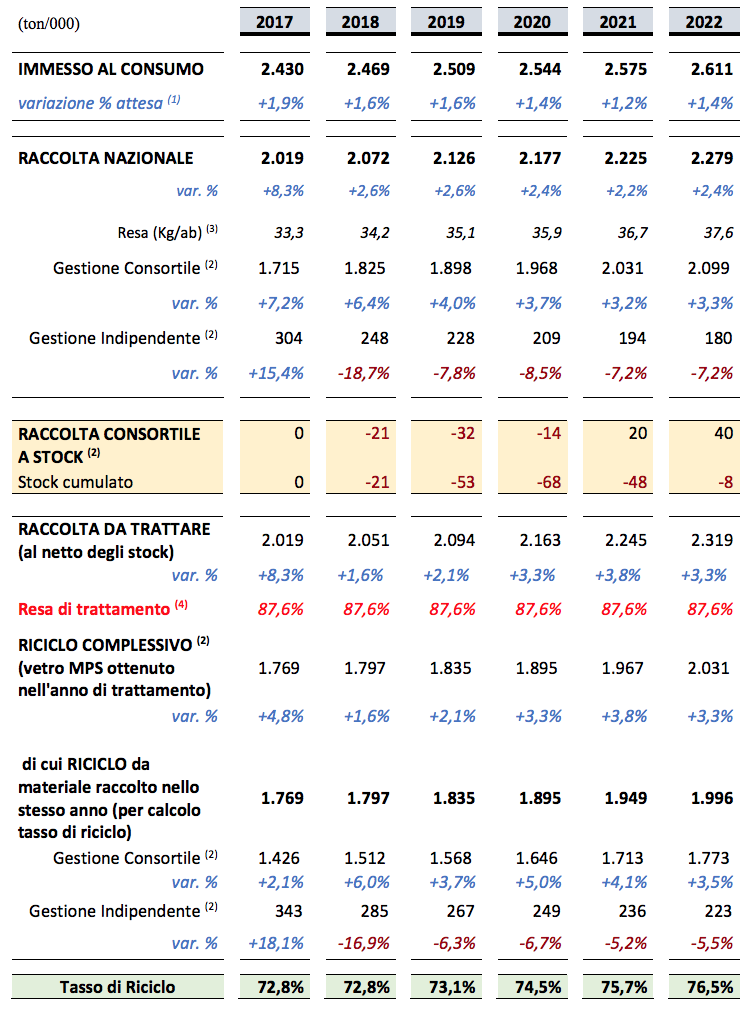
(1)Previsioni Prometeia – (2) Previsioni CoReVe – (3)abitanti costanti (60,6 mln) (4)resa di trattamento rilevata nel 2017
RACCOLTA 2017
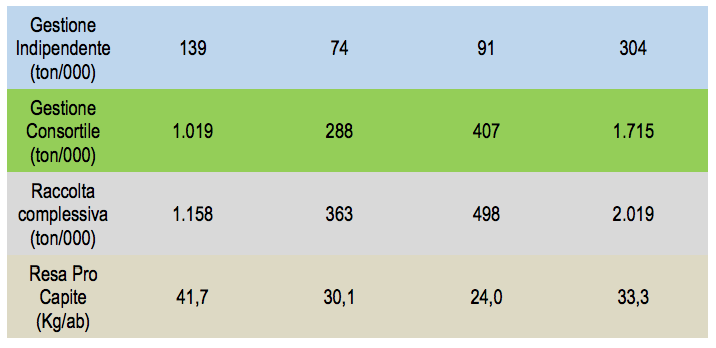
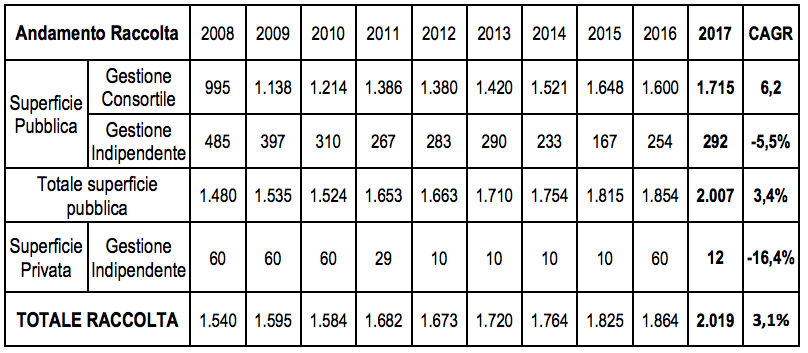
La raccolta differenziata nazionale dei rifiuti di imballaggio in vetro (di seguito indicati anche come rottame grezzo oppure vetro grezzo) ha registrato un incremento del’8,3%, arrivando a circa 2.019.000 tonnellate.
ANDAMENTO RACCOLTA RIFIUTI D’IMBALLAGGI IN VETRO – PERIODO 2008 – 2017
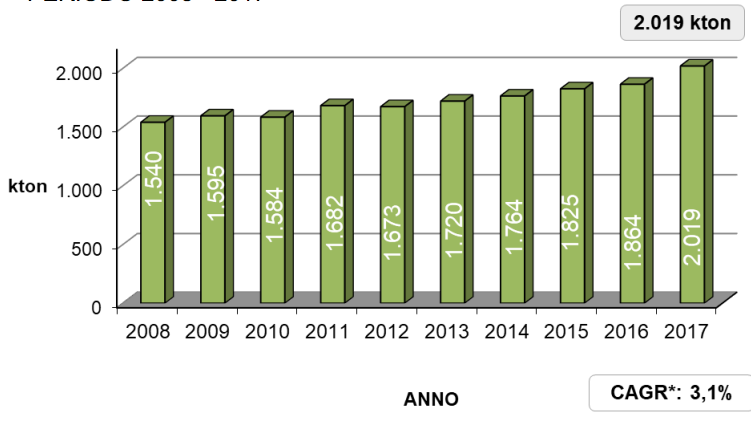
*Compound Annual Growth Rate
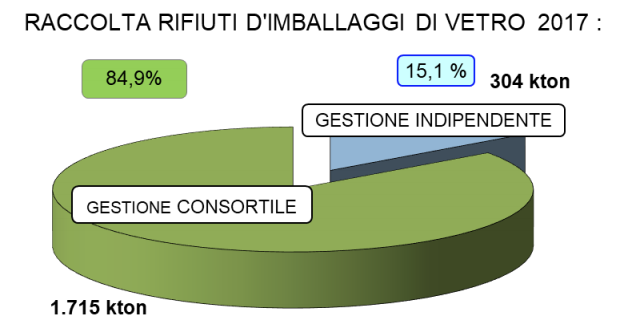
Il CoReVe, attraverso apposite convenzioni locali, ha gestito direttamente circa 1.715.000 ton. di rifiuti d’imballaggio in vetro, corrispondenti all’84,9% della raccolta differenziata del vetro grezzo in Italia. Nel 2016 era l’85,8%.
I Comuni convenzionati con CoReVe, direttamente o attraverso il proprio Gestore delegato, sono 6.884 (l’86,3% del totale) con aumento di +2,0% rispetto al 2016. Gli abitanti coinvolti sono 55,7 milioni e risultano pari al 92,0% della popolazione italiana.
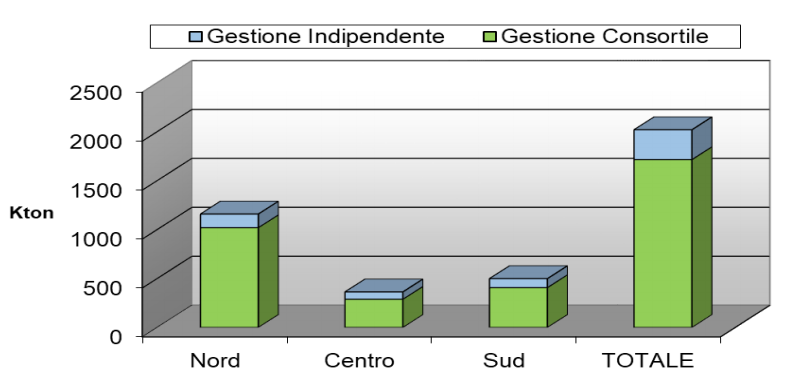
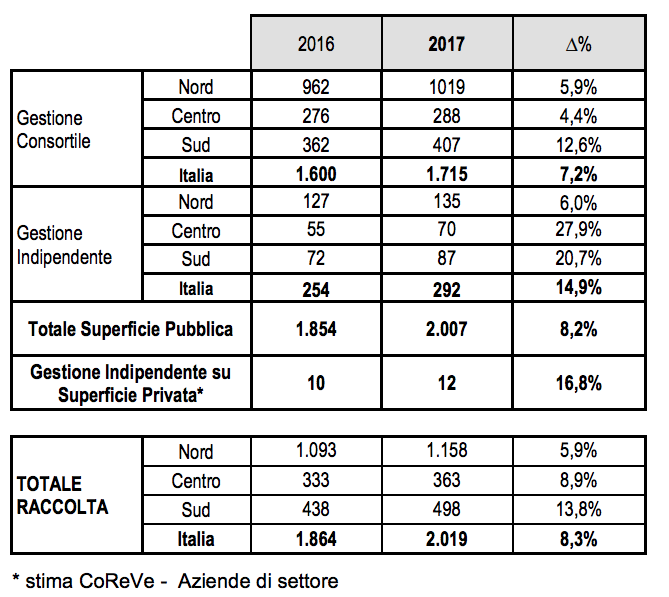
RACCOLTA NAZIONALE DEL ROTTAME GREZZO SUDDIVISA PER MACRO-AREE (kton) – ANNO 2017
RICICLO 2017
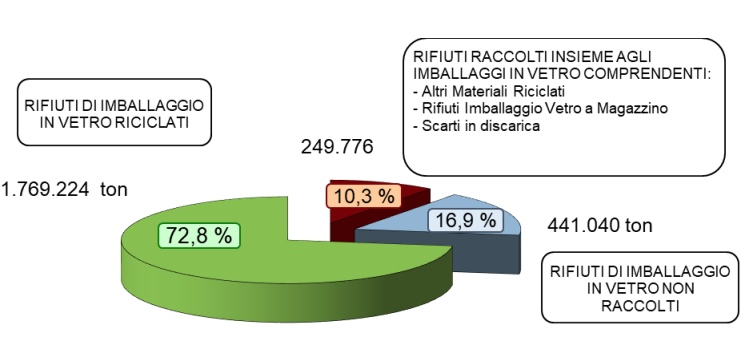
Nel 2017, il riciclo dei rifiuti di imballaggi in vetro provenienti dalla raccolta nazionale ha raggiunto il quantitativo di 1.769.224 ton.
A questo risultato ha concorso anche l’utilizzo della sabbia di vetro ottenuta dal recupero secondario di parte degli scarti derivanti dalle frazioni fini e dalla cernita degli inerti diversi dal vetro (ceramiche, porcellane, pietre, etc.) (vedi §3.2).
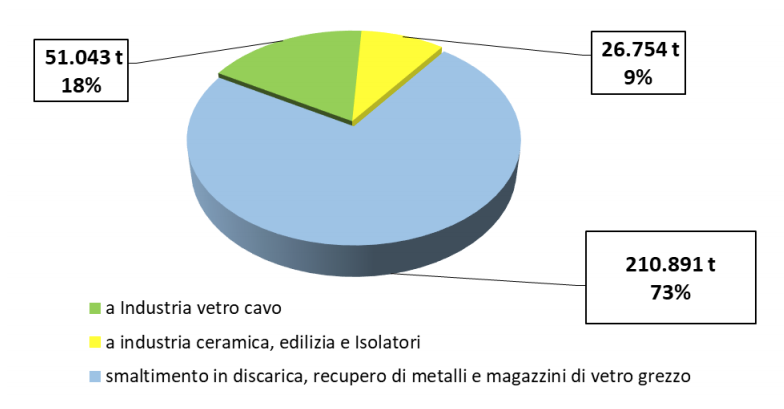
Nella seguente figura è riportato il riciclo totale di rifiuti d’imballaggio nazionale suddiviso per settori industriali di utilizzo.
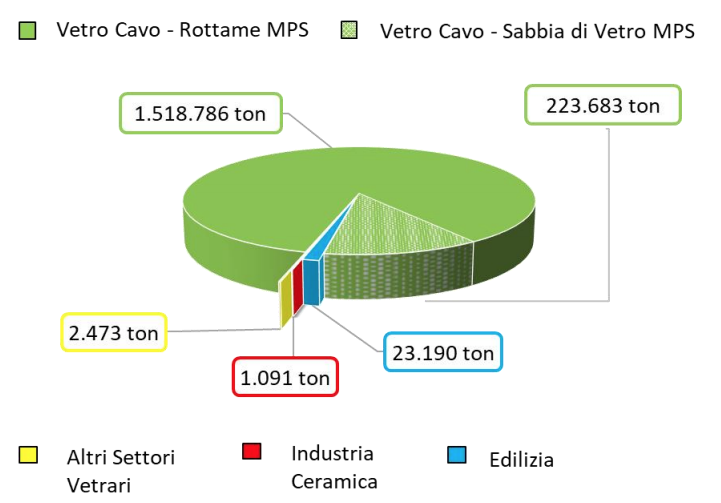
Come emerge anche dal precedente grafico, il settore vetrario rimane tutt’ora il naturale e, di gran lunga, il più importante sbocco per il riciclo dei rifiuti d’imballaggio in vetro raccolti in ambito nazionale, in un perfetto schema di economia circolare.
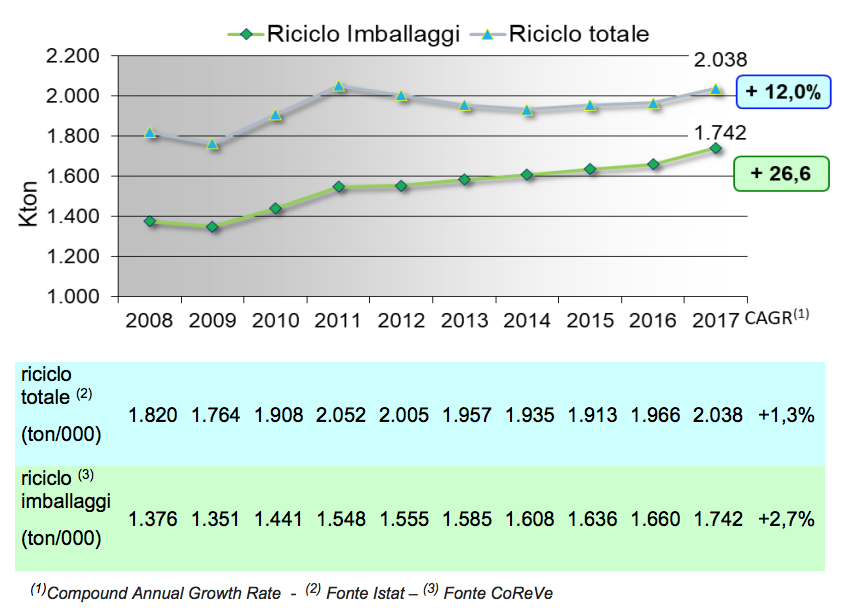
Nel periodo 2008-2017 il vetro riciclato proveniente dai rifiuti dei contenitori consumati in Italia è cresciuto del 26,6%, mentre il riciclo totale, comprensivo anche del rottame nazionale di vetro piano e del rottame di vetro importato, ha avuto un incremento del 12,0%.
ANDAMENTO DEL RICICLO DEI RIFIUTI D’IMBALLAGGI IN VETRO NEL SETTORE VETRARIO – PERIODO 2008 – 2017 (kton)
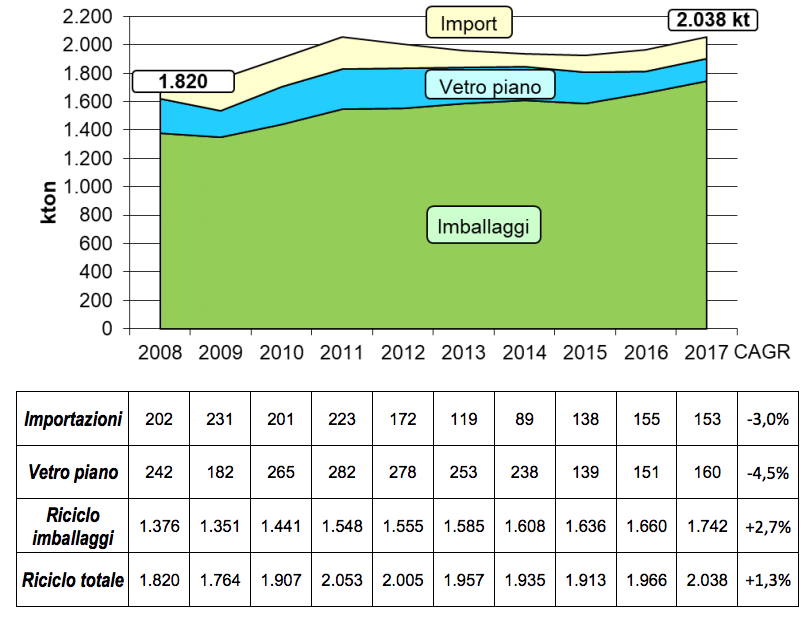
Le aziende vetrarie, dunque, non solo hanno garantito la completa valorizzazione della raccolta differenziata dei rifiuti di contenitori in vetro fatta attualmente dai Comuni, ma, utilizzando vetro piano e rottame di importazione per i loro fabbisogni, hanno dimostrato che esiste una carenza di offerta nazionale di rottame da contenitori di vetro.
Riciclo totale per flussi di provenienza nel settore vetrario (kton)
Risparmi ambientali nel settore vetrario: sintesi risultati 2017
Il riciclo complessivo del vetro nel ciclo di produzione in vetreria, compresi gli scarti interni, nel corso del 2017, ha consentito di ottenere notevoli vantaggi ambientali, che riepiloghiamo nella tabella a seguire:
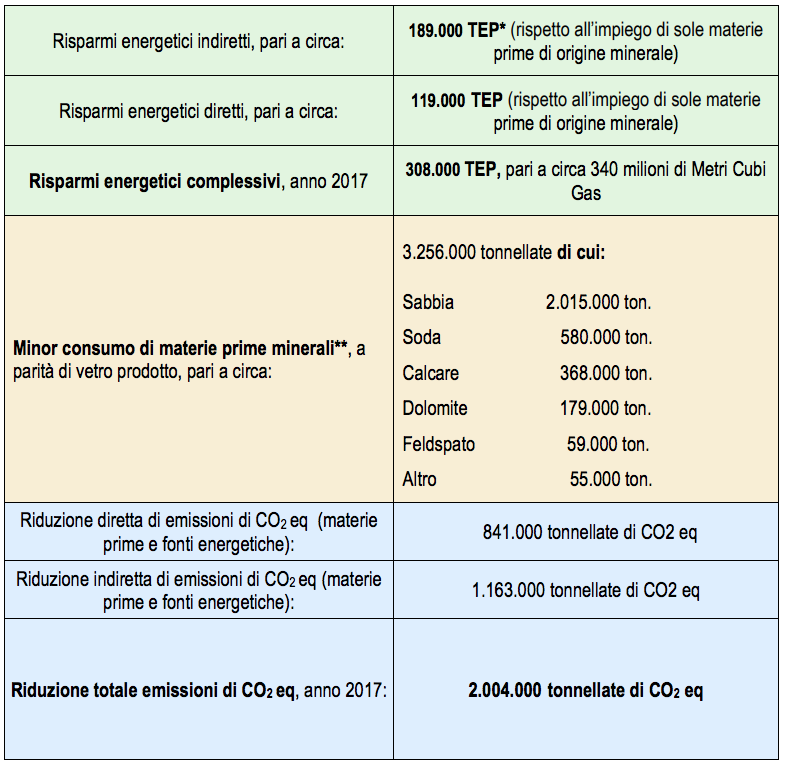
*: TEP (tonnellate equivalenti di petrolio)
**: pari ad un volume di 1.915.000 metri cubi.
2) QUANTITA’ IMMESSA AL CONSUMO
Come noto, in quanto già illustrato nei precedenti Piani, l’utilizzo tout court del
Contributo Ambientale CONAI, per quantificare l’immesso al consumo, non è
possibile per le seguenti considerazioni che riguardano soprattutto le esportazioni di vino imbottigliato e di olio:
•le limitate richieste di rimborso (“ex-post”) del contributo ambientale CONAI pagato per imballaggi pieni venduti all’estero. Questo fenomeno, come noto, è diffuso tra gli innumerevoli piccoli utilizzatori, particolarmente presenti nei settori del vino dell’olio di qualità, in quanto spesso la spesa amministrativa per il recupero delle somme corrisposte è superiore al contributo ambientale CONAI versato.
•le bottiglie di vino e olio esportate direttamente dai turisti, flusso per il quale non sono disponibili informazioni sufficienti ma che rappresenta sicuramente un fenomeno non trascurabile.
Perciò, d’accordo con CONAI, CoReVe si avvale di un metodo di stima recentemente rivisto, elaborato e applicato per il Consorzio dall’Università Ca’ Foscari di Venezia.
Il metodo e i risultati ottenuti sono descritti di seguito in questo capitolo.
2.1) Metodologia
Nella definizione della metodologia si è partiti dalla considerazione che il dato relativo ai confezionamenti in vetro possa essere pensato come la risultante di due componenti distinte. La prima si riferisce a tutti quei prodotti confezionati in imballi di vetro che vengono consumati dalle famiglie le quali si approvvigionano, in prevalenza, tramite canali Retail, quali gli ipermercati, supermercati, “superette”, minimarket e più in generale i punti vendita appartenenti alla distribuzione organizzata. La seconda componente si riferisce invece a prodotti consumati “fuori casa” che vengono immessi sul mercato, in prevalenza, attraverso canali distributivi quali Cash&Carry e Grossisti.
Date queste premesse, per giungere alla determinazione del dato complessivo si è fatto ricorso ai seguenti tre strumenti che, pur se costruiti per altri scopi, forniscono
informazioni relative a detti consumi (per alcuni canali, es. la grande distribuzione organizzata, la rilevazione dei dati è addirittura censuaria) e possono quindi essere utilizzati per la formulazione di un metodo di calcolo che consenta una stima attendibile, nel mercato nazionale, degli imballaggi in vetro pieni immessi al consumo ogni anno.
2.1.1) Panel Famiglie GFK
Gruppo di consumatori, rappresentativo della popolazione di riferimento, sul quale vengono fatte rilevazioni sugli acquisti ad intervalli regolari di tempo; il Panel fornisce informazioni sotto forma di sell-in dei consumi familiari.
Il Panel Famiglie GFK è un campione costituito da circa 10.000 famiglie (pari a 22.000 individui). Si tratta di un campione rappresentativo dell’universo delle famiglie italiane cosiddette “di fatto”, intendendo con tale locuzione l’insieme di tutti gli individui che, vivendo in modo continuativo nella stessa unità abitativa, condividono lo stesso paniere di consumi1. La selezione delle famiglie del campione avviene in modo tale da garantire la copertura delle variabili demografiche censite dalle fonti ufficiali: Aree geografiche, Ampiezza del centro abitato e Ampiezza del nucleo famigliare. Lo schema di campionamento probabilistico adottato è quello a due stadi: nel primo stadio vengono selezionati i Comuni e nel secondo invece le famiglie. La modalità di raccolta delle informazioni è basata sulla tecnologia scanner in grado di leggere i codici a barre dei prodotti confezionati e i codici interni forniti alle famiglie in appositi code book per la raccolta delle altre informazioni sui singoli atti di acquisto. Ciò consente di rilevare il comportamento d’acquisto sia in termini di prodotti acquistati sia in termini di luoghi d’acquisto, compreso il canale delle vendite “Porta a Porta”. Il dettaglio informativo raccolto attraverso il Panel permette di arrivare all’identificazione della tipologia di confezionamento del prodotto e, di conseguenza, dell’eventuale contenitore di vetro. Le informazioni raccolte tramite i Panel Famiglie si riferiscono sia all’occasione di acquisto sia al prodotto acquistato. Riguardo all’occasione di acquisto le fonti di rilevazioni sono lo scontrino e Il Responsabile degli acquisti. Le informazioni raccolte riguardano: la data della spesa, l’importo totale e il luogo di acquisto; l’utilizzo di carte fedeltà, l’acquirente effettivo e la modalità di pagamento, utilizzo di carta fedeltà. Riguardo al prodotto acquistato le fonti di rilevazioni sono il codice a barre (EAN) del prodotto confezionato, il codice interno, lo scontrino e il Responsabile degli acquisti. Le informazioni raccolte riguardano: il produttore, la marca il formato, il mercato, il segmento, il prezzo, la quantità, l’acquisto in promozione e l’utilizzatore finale della famiglia. Il processo di espansione, ossia di riporto del dato campionario all’universo, prevede l’utilizzo di tutte le famiglie che sono state rilevate nel periodo di tempo considerato. In altre parole, ogni famiglia partecipa al processo di ponderazione consentendo in tal modo la massima copertura possibile dei volumi di mercato. I pesi da applicare alle famiglie del Panel vengono definiti in due fasi distinte che corrispondono alla definizione della Matrice cellulare e della Ponderazione iterativa marginale.
2.1.2) Panel Retail GFK
Gruppo di punti vendita sul quale vengono fatte rilevazioni sulle vendite, ad intervalli regolari di tempo; il Panel fornisce l’andamento del mercato dei beni di Largo Consumo sotto forma di sell-out dei punti vendita.
Il Panel Retail GFK è un campione di punti vendita selezionati in modo tale da garantire la rappresentatività sia in termini di realtà distributiva che di evoluzione temporale. Ipermercati, supermercati, superette, minimarket, etc. e in generale punti vendita appartenenti alla distribuzione organizzata sono ben rappresentati nei Panel Retail GFK, addirittura in forma censuaria, mentre inferiore è la rappresentatività riferita al dettaglio tradizionale, ambulanti compresi, ricostruito pertanto con metodi statistici. La modalità di raccolta delle informazioni è basata sulla tecnologia scanner e anche per questa ragione il dettaglio tradizionale ha una copertura inferiore, essendo escluso da questi sistemi di rilevazione delle vendite. I Panel Retail GFK si integrano con i Panel Famiglia GFK fornendo, quindi, non soltanto l’informazione classica complementare, ovvero chi ha acquistato il “sell-out” del Retail, ma surrogandoli nella rilevazione dei canali più tradizionali avendo, all’interno del proprio archivio informativo, anche il luogo in cui la famiglia ha effettuato l’acquisto.
2.1.3) Panel Cash&Carry e Grossisti bevande IRI Infoscan
Gruppo di punti vendita dal quale si traggono informazioni, complementari rispetto a quelle fornite da altri canali (Retail), che consentono di monitorare le tendenze dei consumi fuori casa.
Il Panel Cash&Carry fa riferimento a 381 punti vendita Cash&Carry, inclusivi dell’insegna Metro. Mentre il canale Grossisti Bevande è costituito da un campione rappresentativo di 1054 Grossisti e permette di monitorare le tendenze dei consumi fuori casa. Per le principali organizzazioni di Grossisti Bevande la rilevazione dei dati di interesse è censuaria. Il cosiddetto “tracking”, ovvero la raccolta, lettura e analisi, dei dati di vendita provenienti dai codici a barre dei prodotti acquistati in Italia, rilevati mediante tecnologia scanner, fornisce una stima della quantità pezzi/confezioni di vetro per le categorie merceologiche d’interesse per il Cash&Carry e per i Grossisti Bevande.
2.2) Risultati
Il dettaglio informativo, raccolto attraverso i Panel di cui sopra, consente di arrivare all’identificazione della tipologia di confezionamento del prodotto e di conseguenza dell’imballaggio di vetro, in termini di numero di pezzi. Con il contributo delle aziende vetrarie produttrici di vetro d’imballaggio, vengono periodicamente rilevati i pesi medi dei contenitori, raccolti per categorie e formati (capacità in ml) in modo da poter convertire in tonnellate il dato relativo al numero di unità di prodotti in vetro venduti in Italia. Da queste quantità, una volta sottratto il quantitativo di imballaggi in vetro appartenenti al cosiddetto circuito “a rendere”, stimato da IRI infoscan (su Grossisti e Vendite “porta a porta” alle Famiglie) in 260.749 tonnellate, si ottiene il valore dell’immesso al consumo per il 2017.
Lo stesso metodo è stato applicato anche per l’anno 2016 in modo da poter fare un confronto omogeneo. I risultati sono riportati nella seguente tabella.
IMMESSO AL CONSUMO
|
ANNO 2017 |
ANNO 2016 |
2017/2016 |
|
(ton) |
(ton) |
(var.%) |
|
|
|
|
|
2.430.040 |
2.384.007 |
+1,93% |
|
|
|
|
Dal momento che la nuova stima della quantità di imballaggi immessi al consumo nel 2016 (2.384.007 t) differisce in misura superiore all’1,5% rispetto a quanto riportato nella precedente versione del Piano, per quanto stabilito da CONAI in merito alle procedure di certificazione dei dati di riciclo, tale dato annulla e sostituisce il precedente (2.364.052 t) nella serie storica degli imballaggi immessi al consumo.
3) QUANTITA’ RACCOLTA
3.1) Il Sistema Convenzionato
3.1.1) Convenzioni Aggiudicate (Aste)
Dal 2010 CoReVe ha introdotto il sistema di aggiudicazione competitiva del vetro grezzo ricevuto attraverso le Convenzioni sottoscritte direttamente con il Comune o con un Gestore da esso delegato. Il vincitore dell’asta, che può essere un Trattatore oppure una Vetreria, deve garantire il ritiro e l’avvio al riciclo dei rifiuti di imballaggi in vetro che si è aggiudicato, per quantità individuate su base storica con incremento massimo prefissato.
3.1.2) Convenzioni PAF
Questa Convenzione prevede un accordo liberamente preso fra Vetreria e Trattatore, avallato da CoReVe, subordinato ad altro accordo fra Trattatore e Comune (o Gestore delegato del Comune). In questi casi il materiale oggetto della convenzione è quello consegnato alla Vetreria, cioè rottame MPS.
3.1.3) Riepilogo del rottame di vetro ritirato in Convenzione
La seguente tabella riporta le quantità che sono documentate a CoReVe.
TAB A1 GESTIONE CONSORTILE: QUANTITATIVI
RITIRATI IN CONVENZIONE – 2017 e 2016 (ton)
|
|
Tipo Rottame |
2017
|
2016
|
%
|
|
|
|
|
|
|
|
Aste |
Grezzo |
1.080.159 |
973.629 |
+10,9% |
|
|
|
|
|
|
|
Convenzioni PAF |
MPS |
550.356 |
543.143 |
+1,3% |
|
|
|
|
|
|
Sulla base delle dichiarazioni delle aziende di trattamento con le quali CoReVe sottoscrive le convenzioni PAF abbiamo identificato le quantità di vetro grezzo provenienti da questa tipologia di convenzione.
Conseguentemente, il vetro grezzo totale proveniente dalla raccolta differenziata ricevuto da CoReVe attraverso le Convenzioni nel 2017 è risultato pari a 1.714.648 tonnellate.
Il rottame grezzo assegnato tramite Aste rappresenta circa il 63% delle quantità convenzionate, quello delle “Convenzioni PAF” il 37%.
TAB. A2 GESTIONE CONSORTILE – QUANTITÀ RACCOLTE DI ROTTAME GREZZO 2017 e 2016 (kton)
|
|
2017 |
2016 |
% |
Incidenza % 2017 |
Incidenza % 2016 |
|
Aste |
1.080 |
974 |
+10,9% |
63,0% |
60,9% |
|
Convenzioni PAF* |
634 |
626 |
+1,3% |
37,0% |
39,1% |
|
Totale gestione consortile |
1.715 |
1.600 |
+7,2% |
100% |
100% |
|
* Dato lordo fornito dalle aziende di trattamento |
|
|
|
|
|
3.1.4) I Comuni convenzionati
Nel 2017 il numero di Comuni per Convenzione è stato mediamente di 13,4 contro 14,1 nel 2016: ciò indica una tendenza alla minore aggregazione dei Comuni, che rende il sistema di raccolta-riciclo tendenzialmente meno efficiente. La popolazione coinvolta nel sistema convenzionato è cresciuta di oltre 600 mila abitanti, pari ad un incremento di +1,1%, con una copertura di circa 55.750.000 abitanti, corrispondenti a circa il 92% della popolazione italiana.
E’ cresciuto il numero delle convenzioni attive (+8%) anche per effetto della maggiore dispersione dei servizi di raccolta, in particolare nel Mezzogiorno.
ANDAMENTO CONVENZIONI – CONFRONTO 2017/2016
|
|
u.m. |
2017* |
% sul totale |
2016** |
% sul totale |
|
% |
|
|
|
|
|
|
|
|
|
|
Comuni |
n. |
6.884 |
86,3% |
6.746 |
84,3% |
138 |
+2,0% |
|
|
|
|
|
|
|
|
|
|
Popolazione servita |
ab/1000 |
55.745 |
92,0% |
55.117 |
90,9% |
628 |
+1,1% |
|
|
|
|
|
|
|
|
|
|
Convenzioni attive |
n. |
515 |
– |
477 |
– |
38 |
+8,0% |
| *popolazione istat al 01/01/2017 – **popolazione istat al 01/01/2016 |
|
|
|
Infatti il dato più significativo che emerge dalle seguenti tabelle è che i numero di Comuni per Convenzione nel Nord è stato 43,7 mentre nel Centro questo indice è sceso a 10,3 per precipitare nel Sud a 6, con riduzione tendenziale, soprattutto nelle regioni del Sud ad una riduzione sia del numero di abitanti che del numero di comuni gestiti in media per singola Convenzione.
CONVENZIONI 2017 – SUDDIVISIONE PER MACROAREE
|
MACRO AREA |
Convenzionati |
Abitanti |
% |
N° Comuni |
% Comuni |
|
(/1000) |
Popolazione |
serviti |
serviti |
||
|
|
|
||||
|
|
|
|
|
|
|
|
Nord |
92 |
26.066 |
94,0% |
4.024 |
90,4% |
|
|
|
|
|
|
|
|
Centro |
75 |
10.777 |
89,3% |
769 |
78,9% |
|
|
|
|
|
|
|
|
Sud |
348 |
18.901 |
91,0% |
2.091 |
81,9% |
|
|
|
|
|
|
|
|
Totale |
515 |
55.745 |
92,0% |
6.884 |
86,3% |
|
|
|
|
|
|
|
CONVENZIONI– Indice di Aggregazione dei servizi di raccolta – confronto 2017/2016
|
MACRO |
Media Abitanti per Convenzione |
Media Numero Comuni per Convenzione |
|||||
|
AREA |
|
|
|
|
|
|
|
|
2017 |
2016 |
Var% |
2017 |
2016 |
Var% |
||
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
Nord |
283.328 |
290.237 |
-2,4% |
43,7 |
44,4 |
-1,5% |
|
|
|
|
|
|
|
|
|
|
|
Centro |
143.696 |
142.412 |
0,9% |
10,3 |
10,2 |
+0,7% |
|
|
|
|
|
|
|
|
|
|
|
Sud |
54.314 |
58.699 |
-7,5% |
6,0 |
6,4 |
-5,5% |
|
|
|
|
|
|
|
|
|
|
|
Italia |
108.242 |
115.548 |
-6,3% |
13,4 |
14,1 |
-5,5% |
|
|
|
|
|
|
|
|
|
|
ANDAMENTO STORICO DELLE CONVENZIONI E DEGLI ABITANTI SERVITI:
|
|
u.m. |
2008 |
2009 |
2010 |
2011 |
2012 |
2013 |
2014 |
2015 |
2016 |
2017 |
CAGR* |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Comuni |
n. |
5.440 |
5.594 |
5.894 |
6.083 |
6.280 |
6.248 |
6.510 |
6.812 |
6.746 |
6.884 |
+2,7% |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Popolazione servita |
ab /1.000 |
43.700 |
45.000 |
49.090 |
50.140 |
50.973 |
50.807 |
54.304 |
55.628 |
55.117 |
55.745 |
+2,7% |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Convenzioni attive |
n. |
302 |
324 |
343 |
359 |
365 |
395 |
474 |
467 |
477 |
515 |
+6,1% |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| *Compound Annual Growth Rate |
|
|
|
|
|
|
|
|
|
3.2) Gestione indipendente
La gestione indipendente (o mercato autonomo o mercato non convenzionato) si riferisce al circuito del vetro d’imballaggio MPS acquistato sul mercato dalle Vetrerie all’esterno del sistema di convenzioni CoReVe.
CoReVe ne identifica la quantità attraverso la documentazione fornita dalle Vetrerie stesse e dalle altre industrie di produzione coinvolte nel sistema di riciclo.
La quantità di rifiuti di imballaggi di vetro avviata a riciclo dal mercato non convenzionato nel 2017 è stata pari a 343.264 tonnellate, con un incremento di +18,1% rispetto all’anno precedente. I dettagli sono forniti nel successivo capitolo.
Una parte del vetro MPS riciclato attraverso la gestione indipendente, pari a 77.797 tonnellate, è costituita da sabbia di vetro la cui origine è il rottame grezzo raccolto tramite il Sistema Convenzionato. In particolare, si tratta della frazione fine e della parte recuperabile degli scarti di selezione, cedute da stabilimenti di trattamento privi di impianti adatti alla produzione della sabbia di vetro ad un impianto specializzato in tali produzioni operante sul mercato autonomo.
Le quantità di MPS effettivamente riconducibili alla raccolta differenziata effettuata nell’ambito della gestione indipendente sono quindi 265.467 tonnellate, delle quali derivanti da superficie pubblica sono 253.477 tonnellate, mentre 11.990 tonnellate provengono dalla sostituzione dei contenitori utilizzati nel circuito a rendere imputabili alla raccolta su superficie privata, per i quali si assume che non ci siano scarti.
Tenendo conto degli scarti registrati nell’attività di trattamento, riportiamo nella seguente tabella la stima della raccolta indipendente, in termini di rottame grezzo, suddivisa per superficie di provenienza.
TAB. B – GESTIONE INDIPENDENTE – ROTTAME GREZZO (ton)
|
Provenienza |
Quantità 2017 |
Quantità 2016 |
Var % |
|
|
|
|
|
|
Raccolta superficie pubblica |
292.361 |
254.136 |
+15,0% |
|
|
|
|
|
|
Raccolta superficie privata |
11.990 |
10.271 |
+16,7% |
|
|
|
|
|
|
Totale Gestione indipendente* |
304.351 |
264.407 |
+15,1% |
|
|
|
|
|
*lo scarto considerato per la conversione di MPS in rottame grezzo nel 2017 è pari al 12,4%. per la superficie pubblica e zero per quella privata
3.3) Dati globali di raccolta
Nel 2017 la raccolta differenziata dei rifiuti di imballaggio in vetro provenienti dalla superficie pubblica (gestione consortile e indipendente) è risultata in crescita dell’8,3%, passando da 1.864.000 tonnellate del 2016 a 2.019.000 tonnellate
ANDAMENTO STORICO RACCOLTA DEL RIFIUTO DI IMBALLAGGI IN VETRO PER FONTI DI PROVENIENZA ( kton)
RACCOLTA DEL ROTTAME DI VETRO DA IMBALLAGGIO SUDDIVISA PER MACRO-AREE (kton)
4) RICICLO
I rifiuti d’imballaggio avviati a riciclo rivenienti dalla raccolta differenziata nazionale provengono, come visto, da due differenti canali: dalla gestione consortile e da quella indipendente.
4.1) Gestione Consortile
La documentazione agli atti del CoReVe attestante le quantità di vetro grezzo ed MPS proveniente da Convenzioni Assegnate e da Aste e le quantità di MPS relativo alle Convenzioni PAF è costituita dalle fatture quietanzate emesse dai Comuni, o Gestori delegati, all’indirizzo di CoReVe/Aziende Vetrarie Consorziate e dai Documenti di Trasporto (DDT) attestanti la consegna in vetreria delle MPS originatesi dai quantitativi consegnati dai Comuni o loro Gestori delegati attraverso le Convenzioni.
Nella seguente tabella sono evidenziati i quantitativi rilevati e quelli ricostruiti per tipologia di Convenzione.
|
2017 tipologia convenzioni |
Quantitativi raccolti (Grezzo) (ton) |
Quantitativi riciclati (MPS) (ton) |
|
|
|
|
|
Convenzioni aggiudicate |
1.080.159 |
875.604 (1) |
|
|
|
|
|
Convenzioni PAF |
634.489 (2) |
550.356 (3) |
|
|
|
|
|
Totale gestione consortile |
1.714.648 |
1.425.960 (4) |
|
|
|
|
1 Dato dichiarato dalle aziende aggiudicatarie
2 Dato fornito dalle aziende di trattamento
3 Dato fornito dalle Vetrerie
4 si stima che circa 78.000 ton di sabbia MPS avente come origine la Raccolta convenzionata siano affluite come scarti di lavorazione di impianti non attrezzati per produrre sabbia di vetro alla Gestione indipendente.
Le quantità non recuperate dalla gestione consortile sono circa 211.000 tonnellate, mentre 78.000 tonnellate, come già riferito, sono uscite dal Sistema Consortile per essere trasformate in sabbia MPS destinata per circa 51.000 tonnellate alle vetrerie e per circa 27.000 tonnellate all’industria della ceramica, all’edilizia e alla produzione di isolatori in vetro.
GESTIONE CONSORTILE (MPS)
4.2) Gestione Indipendente
4.2.1) Riciclo in vetreria
4.2.1.i) Determinazione della provenienza nazionale
Le aziende vetrarie consorziate, che hanno riciclato nella loro produzione di vetro cavo il rottame di vetro proveniente da rifiuti di imballaggio, dichiarano a CoReVe i quantitativi di vetro MPS avviati al riciclo, suddivisi per colore:
a)acquistati da ciascun fornitore italiano;
b)importati direttamente o indirettamente;
Alla comunicazione inviata al CoReVe le aziende vetrarie allegano le dichiarazioni ad esse rilasciate dai fornitori, relative ai quantitativi di vetro MPS, di propria produzione ed eventuali quantità importate, sempre suddivisi per colore.
L’azienda vetraria, per tutti i quantitativi che dichiara di avere acquistato sul mercato indipendente, è in possesso delle relative fatture di acquisto e dei documenti di viaggio che accompagnano la merce (DDT), un elenco dei quali integra la dichiarazione inviata al CoReVe.
Il CoReVe accerta la correttezza delle dichiarazioni attraverso verifiche documentali e ispezioni presso le aziende vetrarie dichiaranti seguendo la procedura messa a punto con CONAI.
Quindi il CoReVe dispone, per ogni azienda vetraria e per tipologia di colore (misto, bianco e mezzo bianco), del quantitativo di rottame di vetro MPS di cui la stessa si è approvvigionata sul mercato, unitamente alle informazioni relative alla provenienza nazionale con dichiarazioni rese dai fornitori.
Il riepilogo dei dati complessivi di vetro MPS di provenienza nazionale è riportato nella seguente tabella.
VETRO MPS DI PROVENIENZA NAZIONALE SUDDIVISO PER TIPOLOGIA
|
Tipologia di Vetro MPS |
2017 (ton) |
2016 (ton) |
% 17/16 |
|
|
|
|
|
|
Vetro Misto |
105.562 |
74.906 |
40,9% |
|
|
|
|
|
|
Sabbia di Vetro |
87.260 |
59.713 |
46,1% |
|
|
|
|
|
|
Vetro Bianco |
55.917 |
52.426 |
6,7% |
|
|
|
|
|
|
Vetro Mezzo Bianco |
239.836 |
261.216 |
-8,2% |
|
|
|
|
|
|
TOTALE |
488.575 |
448.262 |
9,0% |
|
|
|
|
|
4.2.1.ii) Determinazione della provenienza da rifiuti di imballaggio
Per la determinazione e la verifica dell’origine del rifiuto, ovverosia per accertarne l’effettiva provenienza dai rifiuti di imballaggio, dal 2003 il CoReVe misura statisticamente la presenza di vetro diverso da quello di imballaggio (finestre, vetri auto, etc.) nel rottame di vetro MPS avviato al riciclo presso le aziende vetrarie consorziate.
Tale ricerca, inizialmente condotta dal Gruppo C.S.A. (Centro Studi Ambientali) S.p.A. di Rimini, a partire dal 2012 è stata affidata alla società R.E.A. srl di Firenze.
In attuazione della Specifica Tecnica predisposta nell’ambito del progetto Obiettivo Riciclo di CONAI, l’ente incaricato redige un programma annuale di campionamenti da effettuare presso gli stabilimenti vetrari che utilizzano vetro MPS nei propri cicli produttivi, allo scopo di analizzare tutte le diverse “tipologie” di rottame (colore misto, bianco e mezzo bianco) provenienti dagli impianti di trattamento.
I campioni raccolti, conformemente al disciplinare approvato, vengono esaminati da laboratori certificati con metodiche accreditate presso l’istituto Accredia (Analisi
Merceologica di Rottami di Vetro” [POM 481] e Analisi Merceologica di rifiuti solidi” [POM 346]).
Sulla base dei riscontri analitici, viene calcolata, per ciascuna tipologia di colore di vetro, l’incidenza media nazionale dei rifiuti d’imballaggio presenti nel rottame MPS avviato al riciclo presso i forni fusori delle vetrerie italiane.
Considerato che la Decisione 22/3/2005 della COMMISSIONE DELLE COMUNITÀ EUROPEE
all’art. 5, comma 2 (**), stabilisce che “nel calcolo dei risultati di riciclo nazionali non debbano essere sottratti i quantitativi di vetro non imballaggio raccolti assieme ai rifiuti di imballaggio, se presenti in piccola quantità”, e tenuto conto delle risultanze analitiche, che hanno fin dall’inizio evidenziato per il vetro MPS di colore misto percentuali di rottame diverso dall’imballaggio pari o inferiori al 2%, dall’anno 2006 il CoReVe contabilizza i quantitativi di questa tipologia come provenienti interamente da rifiuti di imballaggio. Per le altre due varietà di colore (bianco e mezzo bianco), per le quali non sussistono i presupposti sopra indicati, vengono applicate le percentuali annualmente rilevate.
In tabella riepiloghiamo i valori rilevati nella campagna di analisi conclusa nel 2017.
PRESENZA PERCENTUALE MEDIA DI RIFIUTI DI IMBALLAGGIO NEL ROTTAME MPS UTILIZZATO DALLE AZIENDE VETRARIE ITALIANE – ANNO 2017
|
Tipologia di vetro MPS |
Presenza di imballaggi |
Errore statistico |
|
|
|
|
|
|
|
Misto o colorato e Sabbia |
98,88 |
– |
|
|
di Vetro |
|||
|
|
|
||
|
|
|
|
|
|
Bianco |
93,04 |
±1,38% |
|
|
|
|
|
|
|
Mezzo bianco |
29,88 |
±1,39% |
|
|
|
|
|
4.2.1.iii) Quantificazione dei rifiuti di imballaggio di provenienza nazionale.
Applicando la percentuale di presenza di imballaggi ai quantitativi di MPS provenienti dalla raccolta nazionale, che i recuperatori hanno dichiarato derivare da rottame grezzo raccolto in Italia e fornito alle vetrerie nazionali, si determina la quantità di rifiuti di
imballaggio provenienti dalla raccolta nazionale di cui le aziende vetrarie nazionali si sono approvvigionate sul mercato autonomo.
ACQUISTI SUL MERCATO DI VETRO MPS – ANNO 2017
|
Tipologia di vetro MPS |
Vetro di provenienza nazionale (ton) |
% di presenza di imballaggio |
Vetro derivante da rifiuti di imballaggio (ton) |
|
|
Vetro Misto |
105.562 |
100% |
105.562 |
|
|
|
|
|
|
|
|
Sabbia di Vetro |
87.260 |
100% |
87.260 |
|
|
|
|
|
|
|
|
Vetro Bianco |
55.917 |
93,04% |
52.025 |
|
|
|
|
|
|
|
|
Vetro Mezzo Bianco |
239.836 |
29,88% |
71.663 |
|
|
|
|
|
|
|
|
TOTALE |
488.575 |
|
316.510 |
|
|
|
|
|
|
4.2.2) Riciclo nell’Industria Ceramica, in edilizia e in altri comparti vetrari
Da alcuni anni, la contabilità dei quantitativi di rifiuti di imballaggio di provenienza nazionale avviati al riciclo prende in considerazione i reimpieghi secondari del rottame di vetro in settori produttivi diversi da quello, principale, del vetro cavo meccanico, in quanto i relativi processi di riciclo hanno superato la fase sperimentale e sono ormai documentabili.
Nella seguente tabella sono riportati i quantitativi per i quali CoReVe ha ottenuto un riscontro documentale.
MPS UTILIZZATO IN ALTRE TIPOLOGIE DI RICICLO
|
|
2017 |
2016 |
% |
|
|
|
|
|
|
|
|
Altre produzioni vetrarie (es. fibre, isolatori, ecc) |
2.473 |
1.739 |
+42,3% |
|
|
“Ceramic Sand” |
1.091 |
2.354 |
-53,7% |
|
|
|
|
|
|
|
|
Edilizia |
23.190 |
23.070 |
+0,5% |
|
|
|
|
|
|
|
|
Totale di provenienza nazionale |
26.754 |
27.162 |
-1,5% |
|
|
|
|
|
|
4.3) Gestione Indipendente e Gestione Consortile: quantitativi di rifiuti di imballaggio di provenienza nazionale avviati al riciclo nel 2017
MPS AVVIATO AL RICICLO NEL 2017 (ton)
4.4) Riciclo complessivo
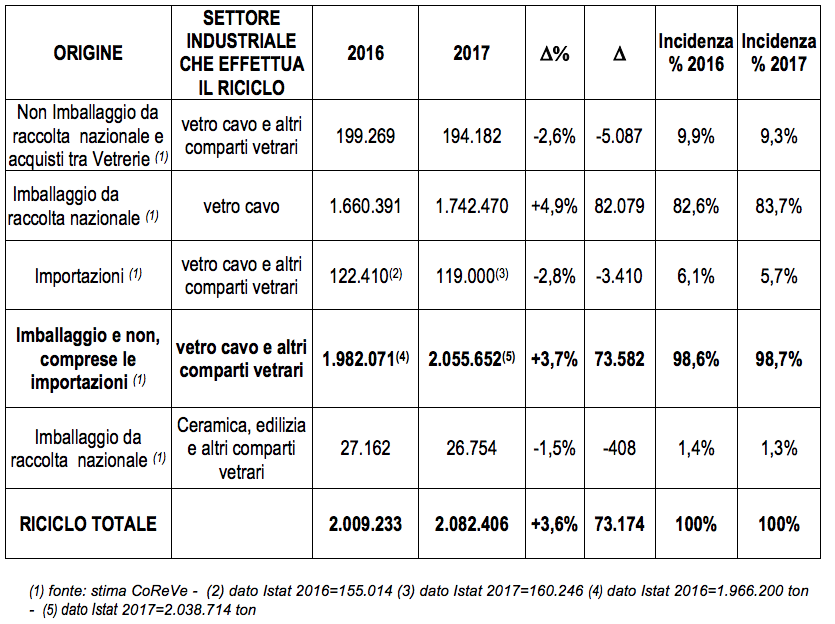
In base alle dichiarazioni fornite dalle Aziende Riciclatrici il totale riciclato ammonta a
2.082.406 tonnellate di vetro.
VETRO MPS RICICLATO (TON.)
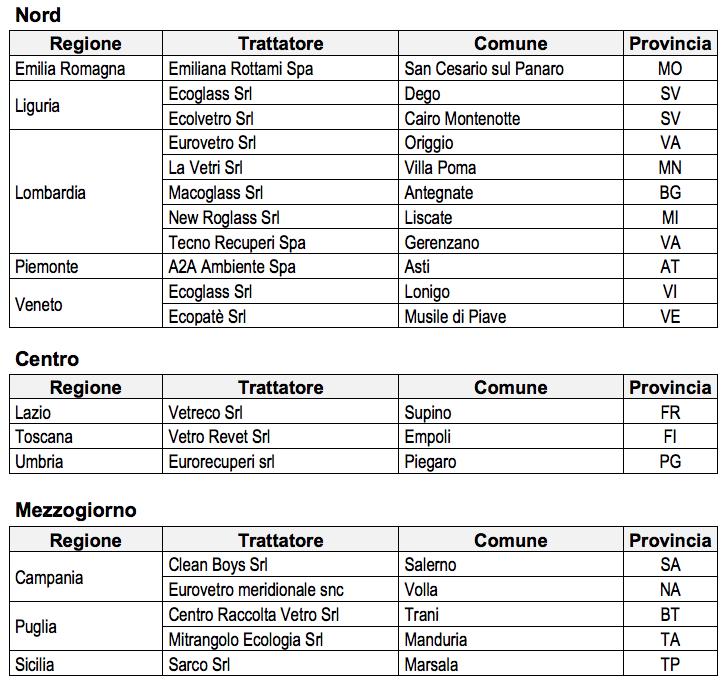
4.5) Impianti di Trattamento e Riciclo
In Italia operano i seguenti 19 impianti di Trattamento del Vetro, dei quali 11 sono dislocati al Nord, 3 nel Centro e 5 nel Mezzogiorno.
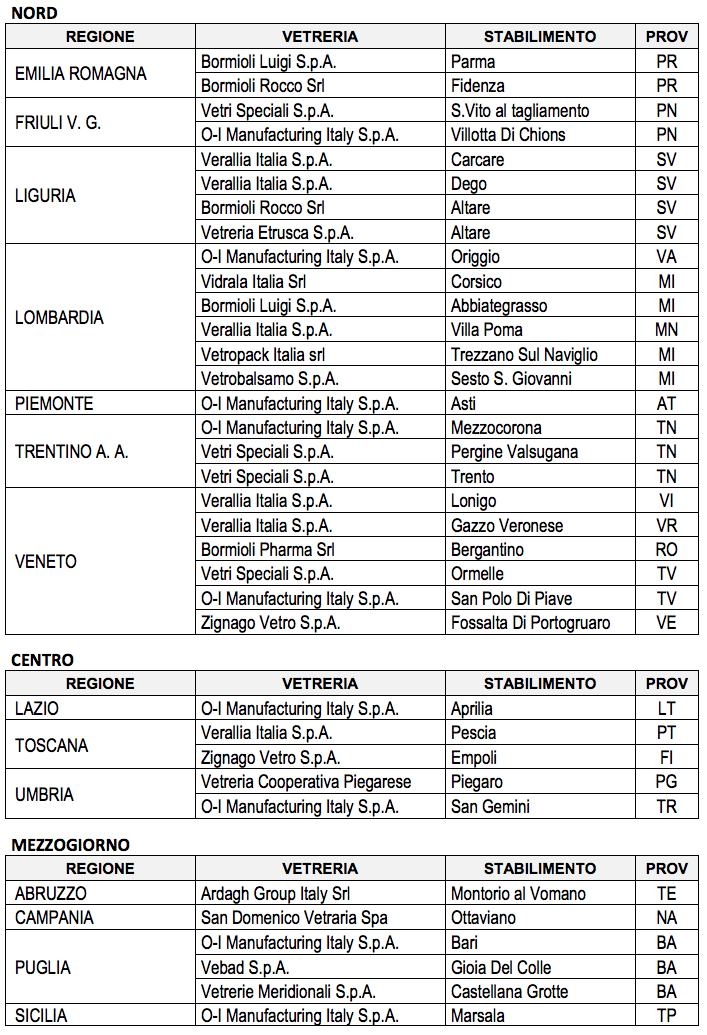
Gli stabilimenti vetrari sono complessivamente 35, dei quali 24 ubicati al Nord, 5 nel Centro e 6 nel Mezzogiorno. Di seguito ne riportiamo l’elenco.
5) ATTIVITA’ DI PREVENZIONE
5.1) Prevenzione
Il Consorzio, per lo sviluppo delle attività e delle misure di “prevenzione”, si ispira alle due definizioni contenute nella normativa nazionale vigente (TUA, Testo Unico Ambientale, DLgs 152/06 e ss.mm.ii) che riportiamo di seguito.
A)L’art. 183 del TUA (recepimento Direttiva 2008/98/Ce sui rifiuti) la indica come l’insieme delle “misure adottate prima che una sostanza, un materiale o un prodotto diventi rifiuto, che riducono:
·la quantità dei rifiuti, anche attraverso il riutilizzo dei prodotti o l’estensione del loro ciclo di vita;
·gli impatti negativi dei rifiuti prodotti sull’ambiente e la salute umana;
·il contenuto di sostanze pericolose in materiali e prodotti;”
B)L’art. 218 del TUA (recepimento Direttiva 94/62/Ce sugli Imballaggi e rifiuti di imballaggio) la definisce invece come la “riduzione, in particolare attraverso lo sviluppo di prodotti e di tecnologie non inquinanti, della quantità e della nocività per l’ambiente:
·delle materie prime e delle sostanze utilizzate negli imballaggi e nei rifiuti di imballaggio;
·degli imballaggi e rifiuti di imballaggio;
nella fase del processo di produzione, nonché in quella della commercializzazione, della distribuzione, dell’utilizzazione e della gestione post-consumo.”
5.1.1) Nella fase di produzione
5.1.1.i) Riduzione della quantità e della nocività per l’ambiente delle materie prime utilizzate negli imballaggi: riciclo
Secondo quanto riportato nel “Manuale per l’uso razionale dell’energia nel settore del vetro cavo meccanico” pubblicato da ENEA, ENI, ENEL, IASM, con il patrocinio del Ministero dell’Industria, il riciclo del vetro nel ciclo di produzione in vetreria, ovvero la sostituzione delle materie prime tradizionali (sabbia, soda, calcare, dolomite, feldspato, ossidi coloranti vari) con rottame di vetro, consente di ottenere notevoli vantaggi ambientali, tra i quali i più rilevanti sono:
·riduzione dell’impatto ambientale associato al ciclo di produzione degli imballaggi in vetro a seguito di risparmi energetici indiretti conseguiti sostituendo parte delle materie prime tradizionali, caratterizzate da costi energetici molto più elevati rispetto al rottame di vetro utilizzato in loro sostituzione;
·riduzione delle emissioni dai forni di fusione del vetro, a seguito di risparmi diretti conseguiti con l’uso di rottame. Infatti, a parità di qualità di vetro prodotto, è necessario un minore apporto di energia per la fusione del rottame di vetro (minore quantità di umidità da evaporare, minori volumi di gas di reazione che si liberano asportando energia termica, maggiore velocità di fusione e temperature inferiori rispetto a quanto richiesto per la fusione delle miscela vetrificabile tradizionale costituita da materie prime minerali)
·riduzione del consumo di risorse naturali (materie prime minerali), con una conseguente minore attività estrattiva.
Normalmente per la produzione di 100 kg di vetro sono necessari circa 117 kg di materie prime. Ciò è dovuto in parte alla perdita al fuoco derivante dalla trasformazione dei carbonati in CO2 ed in parte all’evaporazione dell’umidità della miscela vetrificabile. La stessa quantità di vetro può essere prodotta utilizzando 100 kg di rottame.
Nell’anno 2017 la produzione complessiva di contenitori di vetro è risultata pari a 4.029.077 tonnellate. Considerando una efficienza media di produzione pari all’85% (maggiore per le bottiglie tradizionali e minore per i contenitori con più elevato valore aggiunto, quali ad esempio i contenitori per farmaceutica e profumeria) la quantità complessiva di vetro fuso prodotto è risultata pari a 4.740.091 tonnellate.
La quantità complessiva di rottame MPS riutilizzato dall’industria del vetro è la somma del rottame da imballaggio proveniente dalla raccolta differenziata nazionale, del rottame non da imballaggio, del rottame proveniente dal mercato estero e del rottame riciclato internamente alle aziende.
Nella tabella che segue vengono riportati i quantitativi di rottame riciclato suddivisi per provenienza, e la relativa percentuale in peso rispetto alla quantità complessiva di vetro prodotto.
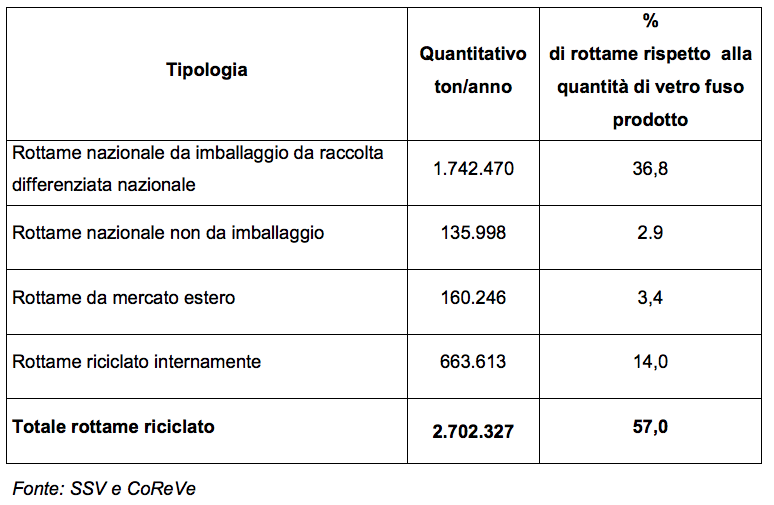
A questo quantitativo andrebbero sommate 26.754 tonnellate di “sabbia di vetro” riciclate all’interno dell’industria ceramica, edilizia o altri comparti produttivi. Considerate tuttavia le scarse quantità in gioco (circa 1 % del rottame riciclato complessivo) e la difficoltà di stimare il risparmio conseguibile dall’industria ceramica e dagli altri comparti in termini di materie prime e anidride carbonica, tale quantitativo non verrà considerato nei calcoli successivi.
5.1.1.ii) Risparmio materie prime
Considerando la composizione media di una tipica miscela vetrificabile per la produzione di imballaggi in vetro sodo calcico (sabbia 61,9%, soda 17,8%, marmo 11,3%, dolomite 5,5%, feldspato 1,8% e altre tipologie 1,7%) è possibile calcolare la quantità di materie prime risparmiate in relazione all’uso del rottame.
Nella tabella che segue vengono riportate le quantità di materie prime tipicamente risparmiate in tonnellate/anno, suddivise per tipologia di rottame riutilizzato.
QUANTITA’ DI MATERIE PRIME RISPARMIATE (ton)
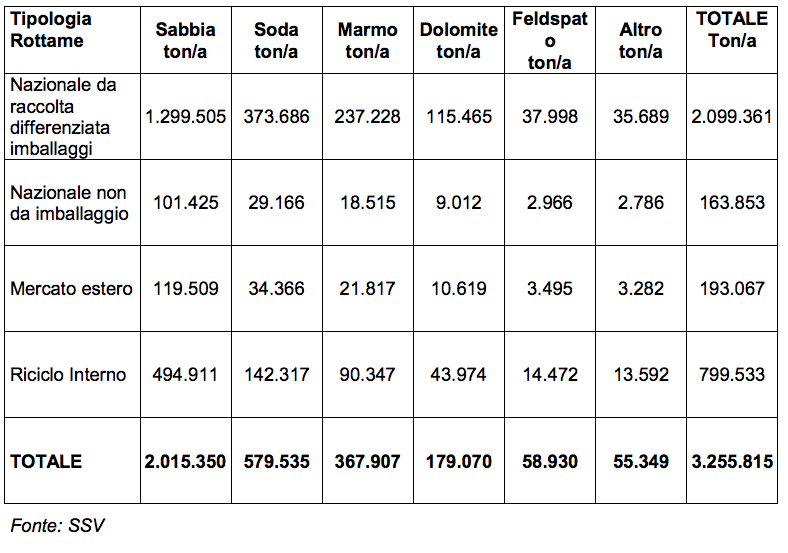
Complessivamente quindi vengono risparmiate circa 3.255.815 ton/anno di materie prime. Considerando una densità apparente della miscela vetrificabile di circa 1,7 ton/m3, la quantità di materia prima risparmiata in termini di volume risulta pari a circa 1.915.185 m3, ossia a circa una volta e mezza il volume occupato complessivamente dal Colosseo di Roma.
Nel grafico successivo vengono riportati i quantitativi di materie prime risparmiate in funzione dei diversi flussi di provenienza.
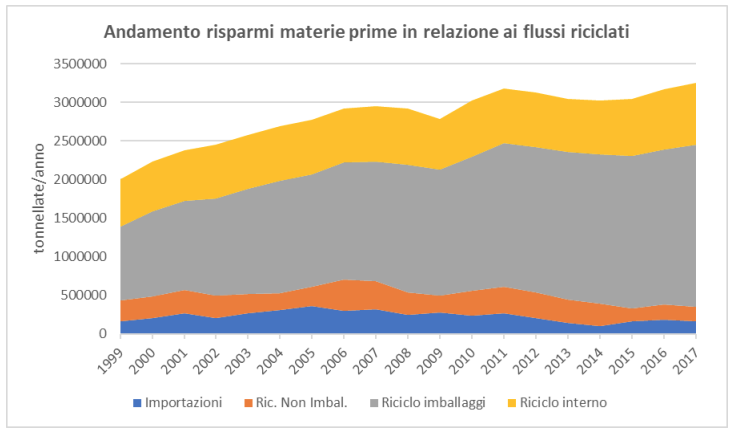
Fonte: SSV
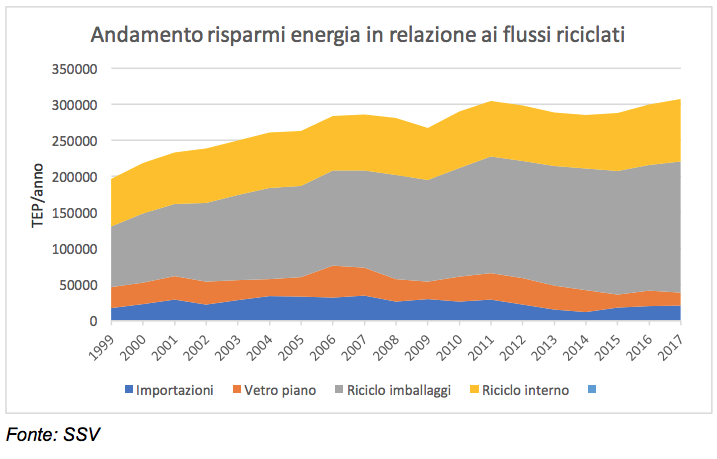
5.1.1.iii) Risparmio energetico
L’uso del rottame al posto delle materie prime minerali consente un risparmio della quantità di energia “indiretta” necessaria per la formulazione della miscela vetrificabile. La quantità di energia risparmiata è calcolabile come somma della quantità di energia risparmiata per l’estrazione e la produzione delle materie prime minerali sostituite con il rottame.
Sulla base dei dati riportati nel Manuale per l’uso razionale dell’energia nel settore del vetro cavo meccanico” – 1986 – ENEA, ENI, ENEL, IASM è possibile calcolare la quantità di energia risparmiata. Per il 2017 il risparmio complessivo risulta pari a 1.896.520 Gcal/anno, equivalenti a 188.673 TEP/anno. Tale valore tiene conto anche del consumo energetico per la lavorazione e produzione di MPS, stimato in 0,33 Gcal/tonnellata. Per il rottame interno, il rottame esterno estero e il rottame non da imballaggio si è utilizzato un consumo energetico di lavorazione di 0,07 Gcal/tonnellata.
Si osserva che il consumo energetico per l’estrazione e produzione delle diverse materie prime è piuttosto variabile e dipende principalmente dallo specifico sito di estrazione e/o produzione. Per uniformità di lettura con le precedenti valutazioni si è mantenuto anche per il 2017 quanto indicato nel “Manuale per l’uso razionale dell’energia nel settore del vetro cavo meccanico” – 1986 – ENEA, ENI, ENEL, IASM”. Sono comunque allo studio specifici approfondimenti per uniformare i coefficienti applicabili nel calcolo dei risparmi energetici con altri studi in corso all’interno del comparto vetrario.
L’uso del rottame consente anche un risparmio della quantità di energia necessaria per la fusione delle materie prime e per la produzione del vetro. Il risparmio energetico “diretto” conseguibile con l’impiego di rottame può essere stimato, sulla base dei dati di letteratura (BREF Vetro Cavo), pari ad un valore di circa il 2.5% dei consumi energetici totali di fusione del vetro per ogni 10% di rottame aggiunto alla miscela vetrificabile.
Sulla base dei consumi energetici specifici medi, determinati per il settore di produzione del vetro per imballaggi e del valore medio di rottame impiegato nel corso dell’anno 2016, l’ammontare del risparmio energetico “diretto”, risulta pari a 1.195.189 Gcal/anno, equivalenti a 118.902 TEP/anno
Nella tabella vengono riportati i risparmi energetici diretti e indiretti suddivisi per singola tipologia di rottame riciclato e complessivi, espressi direttamente in TEP/anno.
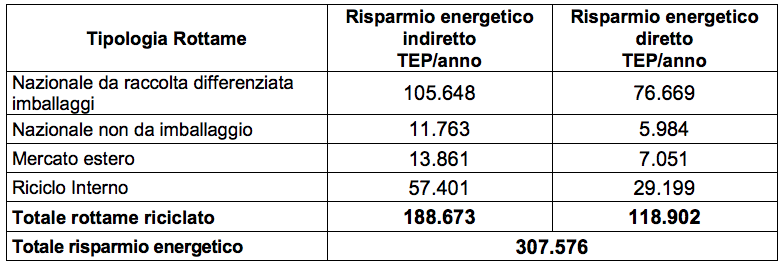
Fonte: SSV
Complessivamente il risparmio di energia indiretto e diretto per l’anno 2017 risulta pari a 307.576 TEP, equivalenti a 2.245.304 barili di petrolio (conversione ENI: 1 TEP=7.3 barili di petrolio) o a circa 340 milioni di Metri Cubi Gas (conversione ENI: 1 Barile di Petrolio = 151,5 Metri Cubi Gas con 38,1 MJ/Nmc).
Nel grafico successivo vengono evidenziati i risultati conseguiti negli anni in termini di risparmio energetico (diretto + indiretto) in funzione dei diversi flussi di provenienza nel settore vetrario. Per omogeneità i dati utilizzati nel grafico sono stati ricalcolati sulla base dei valori di riferimento e della metodologia utilizzata nella presente relazione.
Andamento risparmi energia in relazione ai flussi riciclati
5.1.1.iv) Risparmio emissioni CO2
L’uso del rottame di vetro al posto delle materie prime consente di ridurre la quantità di anidride carbonica CO2 derivante dalla decomposizione dei carbonati presenti nella miscela vetrificabile tradizionale. Al mancato utilizzo di soda (sodio carbonato), marmo (calcio carbonato) e dolomite (carbonato di calcio e magnesio) corrisponde una minore emissione di CO2 da processo, pari a 483.481 tonnellate per l’anno 2017.
Nella tabella che segue si riporta il risparmio di CO2 suddiviso per singola materia prima.
|
Tipologia (materie prime) |
CO2 risparmiata (ton/anno) |
|
Soda |
238.479 |
|
Calcare (marmo) |
160.481 |
|
Dolomite |
84.521 |
|
Totale |
483.481 |
Fonte: SSV
L’uso del rottame di vetro al posto delle materie prime riduce la quantità di energia necessaria per il ciclo di fusione del vetro. Il risparmio di energia “diretto” consente anche di ridurre la quantità di combustibile necessario per il processo e quindi di ridurre la quantità di CO2 legata ai processi di combustione.
Il settore di produzione degli imballaggi in vetro è caratterizzato da consumi energetici elevati, distribuiti tra gas naturale, olio combustibile e energia elettrica.
Il mix energetico nazionale utilizzato dall’industria del vetro non è perfettamente conosciuto. Tuttavia in base alle conoscenze attuali della SSV può essere stimato come segue: gas naturale 67 %, olio combustibile 20 % ed energia elettrica 13 %.
La distribuzione percentuale dei consumi energetici si riferisce al valore medio ponderato calcolato per il settore vetro cavo, compresi i forni totalmente elettrici adibiti alla produzione di contenitori per usi particolari (farmaceutica, profumeria, ecc.) e si riferisce ai consumi complessivi del ciclo di produzione del vetro.
Sulla base dei dati riportati è possibile stimare la riduzione delle emissioni di anidride carbonica CO2 derivante dalla minore quantità di combustibile ed energia elettrica impiegata. Nella tabella che segue viene riportata la distribuzione dei risparmi nell’emissione di CO2 suddivisi per tipologia di fonte energetica ed espressi in tonnellate/anno. Per il calcolo sono stati utilizzati i seguenti fattori di emissione di CO2 per i diversi combustibili reperibili nel sito del Ministero dell’Ambiente: metano 55,89 Tonn CO2/TJ; olio combustibile 76,33 Tonn CO2/TJ; elettricità 0,53 Tonn CO2/MWh.
|
Tipologia (fonte energetica) |
CO2 risparmiata (T/anno) |
|
Olio combustibile |
75.983 |
|
Gas naturale |
186.380 |
|
Energia elettrica |
95.277 |
|
Totale |
357.640 |
Fonte: SSV
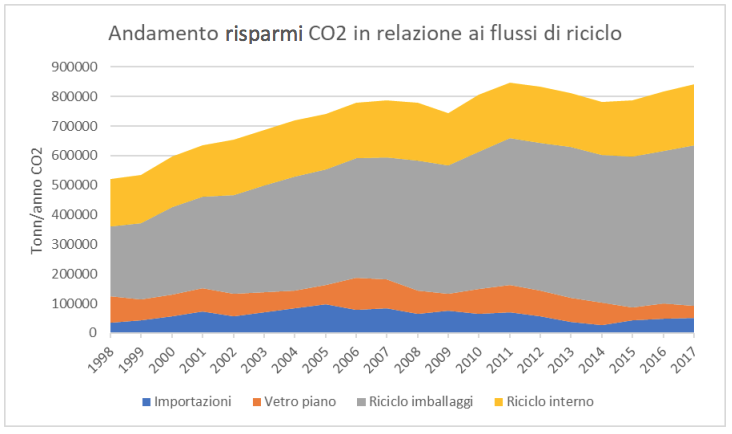
Complessivamente la riduzione di anidride carbonica CO2 derivante dall’uso del rottame di vetro, intesa come somma della quantità risparmiata in relazione alla riduzione delle materie prime e delle fonti energetiche, risulta pari a 841.121 tonnellate CO2/anno.
Considerando le quantità di anidride carbonica emesse e verificate nel corso dell’anno 2017 per il vetro cavo nell’ambito dell’applicazione della Direttiva Emission Trading, che risultano essere 1.633.232 tonnellate per l’industria del vetro cavo, si stima che il riciclo del rottame di vetro abbia abbassato le emissioni di CO2 di un terzo.
Nel grafico successivo vengono evidenziati i risultati conseguiti negli anni in termini di risparmio di CO2, in funzione dei diversi flussi di provenienza nel settore vetrario.
Per omogeneità i dati utilizzati nel grafico sono stati ricalcolati sulla base dei valori di riferimento e della metodologia utilizzata nella presente relazione.
Fonte: SSV
A questa quantità andrebbe aggiunta la quantità di CO2 risparmiata “indirettamente” per la riduzione delle quantità di materie prime utilizzate e quindi dei relativi consumi energetici per la loro estrazione, produzione, ecc. Considerando, in assenza di informazioni più precise sul reale mix energetico utilizzato dall’industria per la produzione delle diverse materie prime, che lo stesso sia al 100% derivante da energia elettrica, è possibile stimare un ulteriore risparmio di circa 1.162.964 tonnellate CO2/anno. Complessivamente pertanto il risparmio risulta pari a 2.004.085 tonnellate /anno. Anche in questo caso sono in corso degli approfondimenti per individuare degli indicatori più precisi sul risparmio reale di energia e relativo risparmio in termini di CO2.
Sulla base dei dati riportati sopra, si può immaginare di avere così evitato le emissioni in atmosfera dei gas a effetto serra derivanti dalla circolazione per un anno di circa 1.272.434 autovetture Euro 5, di piccola cilindrata, con una percorrenza media di 15.000 km (emissione CO2 105 g/km)
5.1.1.v) Riduzione della quantità di imballaggi: alleggerimento
L’alleggerimento del peso medio dei contenitori di vetro, a parità di prestazioni, rientra tra le misure che permettono di ridurre la quantità in peso dei rifiuti. Questa azione di Ricerca e Sviluppo sui contenitori di vetro riciclabili è da tempo pratica costante dell’ industria vetraria.
La Tab.18, che riporta alcune tipologie significative di contenitori in vetro, evidenzia l’alleggerimento dei pesi conseguito negli ultimi anni sugli imballaggi monouso, che è stato mediamente del -8,8% con un massimo del 18% rispetto agli anni ’90, ottenuto mantenendo o migliorando la resistenza degli imballaggi alle sollecitazioni meccaniche.
|
Tab. 18 – Alleggerimenti di alcune tipologie significative di imballaggi in vetron (grammi/pezzo) |
|||
|
|
Anni ’90 |
Anni ‘10 |
∆ ’10/”90 |
|
|
|
|
|
|
bottiglia bordolese 750 ml |
390 |
360 |
-7,7% |
|
bottiglia borgognotta 750 ml |
410 |
390 |
-4,9% |
|
bottiglia spumante ml 750 |
640 |
525 |
-18,0% |
|
bottiglia per vino tappo raso 750 ml |
525 |
450 |
-14,3% |
|
bottiglia per birra 660 ml |
280 |
250 |
-10,7% |
|
bottiglia per birra 330 ml |
150 |
135 |
-10,0% |
|
bottiglia per vermouth 1000 ml |
470 |
415 |
-11,7% |
|
bottiglia olio 1000 ml |
430 |
395 |
-8,1% |
|
bottiglia olio 750 ml |
490 |
430 |
-12,2% |
|
bottiglia per acqua a perdere 500 ml |
275 |
270 |
-1,8% |
|
bottiglia per passata 720 ml |
310 |
300 |
-3,2% |
|
bottiglie per bibite 550 ml |
440 |
400 |
-9,1% |
|
vaso per maionese 535 ml |
240 |
230 |
-4,2% |
|
bottiglia per aperitivo monodose 180 ml |
150 |
140 |
-6,7% |
|
vaso per sughi 425 ml |
210 |
200 |
-4,8% |
|
vasetto per omogeneizzati 125 ml |
92 |
80 |
-13,0% |
Fonte: SSV e Assovetro
Tali significativi risultati discendono dall’introduzione progressiva e diffusa di innovazioni tecniche quali, la progettazione mediante modellistica, la formatura del contenitori con la tecnologia “narrow-neck press-and-blow”, il metodo di raffreddamento “verti-flow” degli stampi, l’introduzione diffusa dell’elettronica nei controlli di processo e di prodotto.
E’ bene precisare anche che l’operazione di alleggerimento è assolutamente compatibile con livelli molto elevati di riciclo, se l’MPS è di qualità adeguata. Condizione ottenibile solo con una raccolta differenziata che ponga particolare attenzione a minimizzare, all’origine, la quantità di elementi estranei presenti (in particolare la ceramica) nei rifiuti di imballaggio in vetro.
5.1.2) Nella fase di gestione post-consumo
Le azioni perseguibili volte a prevenire o ridurre la formazione di rifiuti di imballaggio in vetro nelle fasi di gestione post-consumo degli imballaggi si possono considerare, in estrema sintesi, le seguenti:
1)Riduzione del vetro perso nella fase di selezione e trattamento: l’ottimizzazione del sistema di raccolta.
2)Impiego in edilizia o in altri settori del vetro non idoneo al riciclo in vetreria, in alternativa al conferimento in discarica.
Tali temi ed attività sono affrontati, compiutamente, nel Capitolo 8.
6) ATTIVITA’ DI RICERCA, SVILUPPO E COMUNICAZIONE
6.1) Ricerca e Sviluppo
Sono riportate le ricerche scientifiche attualmente in atto.
6.1.1) Progetto CONAI-CoReVe-SSV: Valorizzazione delle frazioni di scarto del trattamento del rottame di vetro
Questo progetto è stato avviato su iniziativa di Conai-CoReVe e finanziato per il primo anno da Conai.
La sostituzione di materie prime tradizionali quali sabbia, calcare, soda ecc. con rottame MPS derivante dalla raccolta differenziata consente, come già indicato, di risparmiare energia (circa il 2.5 % di energia ogni 10 % di rottame di vetro aggiunto nella miscela), di ridurre l’emissione diretta e indiretta di CO2 (minore combustibile per unità di vetro prodotto e minor uso di ossidi e carbonati) e di evitare il depauperamento di risorse naturali (sabbia, calcare, ecc.).
L’utilizzo del rottame nella produzione di contenitori in vetro è tuttavia legato alla possibilità di ottenere una Materia Prima Seconda di qualità elevata in grado di rispettare i requisiti di qualità necessari all’industria del vetro. Per questo il rifiuto di vetro raccolto viene avviato ad impianti specializzati di trattamento, che provvedono alla rimozione delle impurità presenti (ceramica, cristallo, metalli, carta, plastica, vetro ceramica, etc.).
Durante queste lavorazioni vengono prodotti degli scarti, quali ad esempio scarti dalla selezione del “fino” e della ceramica, e scarti dalla separazione del vetro ad alto contenuto di piombo.
L’obiettivo del progetto è la valorizzazione delle predette frazioni di scarto del trattamento del rottame di vetro attraverso lo studio di nuove soluzioni e/o l’ottimizzazione dei processi attualmente utilizzati che consentano di recuperare un materiale riutilizzabile, riducendo nel contempo la quantità degli scarti da destinare a discarica.
Il primo filone di indagine riguarda la frazione di materiale CSP. Per evitare il conferimento di questo materiale in discarica esso può venire sottoposto ad un ulteriore trattamento di lavaggio e macinazione ad una granulometria inferiore a 1 mm, per ottenere un prodotto detto “sabbia di vetro”. A causa dell’instabilità composizionale del materiale di partenza la sabbia di vetro può avere effetti negativi sia sulle qualità del vetro prodotto, sia nella gestione del processo di fusione, sia come apporto di piombo. Inoltre la presenza di frazioni ceramiche di granulometria superiore a 0,8 mm aumenta il rischio di formazione di infusi nel prodotto finito.
Investigazioni condotte nell’ambito del progetto hanno caratterizzato dal punto di vista chimico fisico sabbie di vetro provenienti da diversi impianti di produzione, evidenziando una certa disomogeneità dal punto di vista composizionale solo per quanto riguarda l’allumina, e una certa omogeneità granulometrica. La perdita al fuoco possiede una certa variabilità, verificata anche nel caso del monitoraggio nel tempo di una sabbia di vetro di uno stesso produttore.
La sperimentazione, non ancora conclusa, ha permesso di individuare alcuni interessanti filoni di miglioramento. In particolare si è osservato che la rimozione della frazione grossolana di sabbia di vetro sopra di 0,8 mm consente di ridurre drasticamente il rischio di formazione di infusi. La rimozione della frazione grossolana può essere ottenuta industrialmente attraverso l’installazione di setacci di dimensioni opportune, rimacinando la frazione scartata. La tecnica è già stata applicata a livello industriale e i risultati ottenuti confermano che la percentuale di casi con presenza di infusi nel prodotto finito si è drasticamente ridotta.
Èstata ideata e validata una procedura ad hoc per valutare l’impatto della sabbia di vetro sul redox del vetro finale (redox inorganico). Questo parametro risulta più stabile su sabbie di vetro private della frazione fine sotto i 0.2 mm, portando ipoteticamente ad una stabilizzazione del materiale nei riguardi del prodotto finito (colore) e della gestione del forno (schiuma). E’ previsto che la sperimentazione su scala di laboratorio venga ora confermata attraverso dei test industriali utilizzando per periodi predeterminati due frazione della medesima sabbia di vetro, una con la frazione fine rimossa e una tal quale. I risultati di questa sperimentazione sono previsti per la fine del 2018.
Un altro filone di approfondimento ha interessato la presenza di piombo nella sabbia di vetro. Analisi condotte su diversi produttori hanno confermato una concentrazione relativamente alta di piombo nella sabbia di vetro; approfondimenti eseguiti sui materiali analizzati hanno permesso di individuare come principale sorgente di piombo la frazione ceramica e in particolare la frazione di ceramica colorata presente nel materiale di partenza (CSP) utilizzato per la produzione di sabbia di vetro. L’individuazione della principale sorgente ha consentito di studiare delle specifiche tecniche di rimozione; sono state eseguite delle sperimentazioni presso una azienda produttrice di macchine di selezione basate sulla tecnica della fluorescenza a RX. I risultati ottenuti hanno confermato la bontà della tecnica per la rimozione delle frazioni ceramiche contenenti piombo, con riduzioni potenziali fino al 50 %. I risultati sono stati confermati anche durante una prova pilota su scala industriale. La frazione di rottame di vetro altamente inquinata, nel caso della separazione del vetro cristallo, è orientativamente costituita per il 90% da vetro che potenzialmente potrebbe essere riciclato e ciò nonostante deve essere smaltito in discarica. Sono state studiate diverse alternative sia dal punto di vista della fattibilità tecnica che economica.
La linea individuata prevede una prima fase di concentrazione del materiale, mediante ulteriore trattamento con macchine di selezione per il vetro al piombo. Questo passaggio permette di ottenere una certa quantità di rottame con una concentrazione limitata di piombo (l’obiettivo è circa 200 ppm), ed uno scarto composto da vetro al piombo con il 15 – 20% di Pb (il processo è ancora in fase di ottimizzazione). Questo materiale, circa il 10% del materiale di partenza, potrebbe essere trattato per recuperare il piombo metallico (interessante per l’industria degli accumulatori) oppure conferito in discarica.
Sono stati eseguiti dei test di rimozione dei frammenti di vetro al piombo mediante l’utilizzo di macchine di selezione basate sulla tecnologia della fluorescenza a RX. I test hanno confermato la potenzialità della tecnologia adottata, tuttavia sono state riscontrate delle rese di rimozione inferiori rispetto a quelle attese.
Per quanto riguarda invece la possibilità di recuperare il Piombo attraverso un processo di solubilizzazione e recupero chimico, esperimenti preliminari dimostrano che è possibile solubilizzare il piombo trattando opportunamente il materiale con NaOH e successiva separazione del piombo metallico mediante elettrolisi, tuttavia i costi per tale trattamento sembrano tuttora superiori a quelli di un possibile smaltimento in discarica e pertanto la fattibilità di tale processo deve ancora essere pienamente valutata economicamente.
6.1.2) Progetto di ricerca CoReVe-SSV “Cullet Spectral Imaging: Identificazione degli inquinanti nel rottame di vetro mediante analisi di immagine acquisite con tecniche multi- o iper- spettrali”
A causa della sua origine, il rottame di vetro porta con sé un certo numero di inquinanti che per la maggior parte vengono eliminati durante il suo processo di trattamento.
Le macchine di selezione che eliminano i frammenti di materiale estraneo, per quanto ottimizzate, non riescono a rimuovere il 100% di inquinanti: di conseguenza, un certo quantitativo di frammenti indesiderati finisce nel rottame di vetro.
Per effetto delle sempre più elevata qualità del vetro richiesta dal mercato e delle sempre crescenti necessità di migliorare la resa dei propri impianti di produzione, gli stabilimenti di produzione del vetro sono chiamati a ridurre l’incidenza dei fenomeni di inquinamento (infusi, piombo, ecc.) che spesso derivano dai materiali estranei presenti nel rottame.
Per questa ragione il rottame di vetro è sottoposto a controlli in ingresso in vetreria sempre più stretti allo scopo di assicurare la minima presenza di frammenti di materiale estraneo che origina scarto.
Attualmente le vetrerie applicano procedure di controllo qualità del rottame pronto forno su quantitativi limitati di materiale rispetto al totale utilizzato; inoltre, le procedure di controllo e riconoscimento dei frammenti di vetro al piombo e di vetroceramica sono frutto di metodiche dipendenti spesso dall’ operatore e non da una valutazione obiettiva. Medesima situazione per quanto attiene le attività di campionamento ed analisi eseguite sul materiale in ingresso agli impianti di trattamento (rottame grezzo preselezionato) esse pure eseguite su quantitativi ridotti rispetto al totale conferito.
In questo contesto risulta di estremo interesse verificare l’applicabilità al rottame di vetro di tecnologie innovative che consentano un controllo più oggettivo del materiale in ingresso e uscita dagli impianti di trattamento.
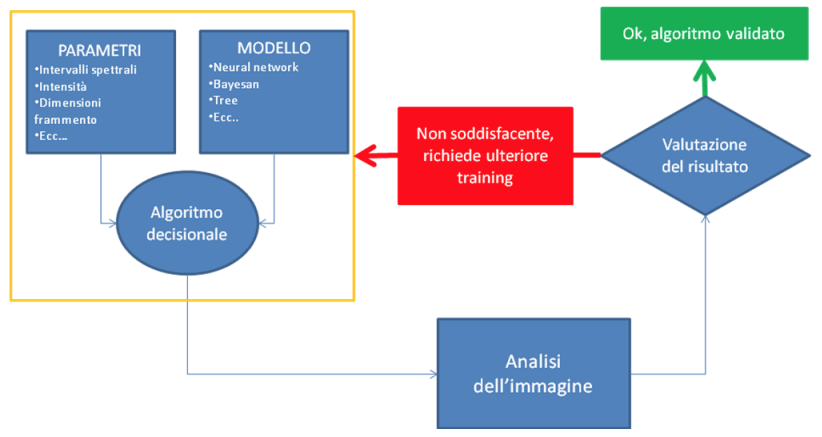
Lo scopo del progetto è verificare l’applicabilità di tecniche di riconoscimento spettroscopiche per identificare frammenti di materiale estraneo su rottame di vetro grezzo e pronto forno in maniera ripetibile, efficace e rapida. Attraverso queste tecniche i frammenti di materiali estranei possono essere riconosciuti grazie alle loro particolari proprietà ottiche in risposta a radiazioni UV, Visibile e NIR (Near Infra Red) di opportuna lunghezza d’onda.
In particolare il progetto si propone di investigare l’utilizzo di tecniche spettroscopiche multi- o iper- spettrali e relativi sistemi hardware e software di analisi dell’immagine per la rilevazione di frammenti estranei quali ceramica, porcellana, vetroceramica e vetro al Piombo.
Le attività si sviluppano principalmente in due fasi:
•caratterizzazione chimico-fisica dei materiali e sviluppo dei sistemi di rilevazione degli inquinanti
•sviluppo e ottimizzazione di un pilota da laboratorio e verifica delle efficienze di riconoscimento su diverse matrici di rottame
I software per l’elaborazione delle immagini iper-spettrali (ed in alcuni casi multi- spettrali) basano la propria architettura su routine di ottimizzazione dell’immagine a livelli multipli e su algoritmi di tipo Neural Network di auto-apprendimento per il riconoscimento dei diversi elementi visualizzati. Tali software, partendo da una categorizzazione iniziale della tipologia di elementi definita dall’utente (nel nostro caso le categorie di frammenti inquinanti presenti nel rottame), vengono alimentati da successivi cicli di apprendimento con immagini appositamente generate. Ad ogni ciclo di apprendimento l’operatore valuta l’operato del software, che in base alle correzioni ricevute si “auto-modifica” e ripete il ciclo fino a raggiungere i desiderati livelli di efficacia di riconoscimento. Questo tipo di approccio viene chiamato Supervised Learning.
6.1.3) Progetto di ricerca CoReVe-SSV: “Valorizzazione degli scarti di materiale fine proveniente dalla lavorazione della sabbia di vetro per un reimpiego nell’industria vetraria”
La sabbia di vetro può essere riutilizzata in vetreria come alternativa al rottame, tuttavia l’utilizzo del materiale ha portato in molti casi a fenomeni di instabilità, sia nel processo di fusione (schiumatura) sia nel prodotto finito (colore vetro, redox).
I risultati dei test di laboratorio condotti in passato hanno indicato che l’eliminazione della parte fine della sabbia di vetro (al di sotto di 0,2 mm) rende il materiale più stabile nel tempo, dal punto di vista redox, e con minore tendenza alla schiumatura.
L’eliminazione di questo materiale provoca la produzione di un ulteriore scarto che, se destinato al conferimento in discarica andrebbe a vanificare il circuito virtuoso di recupero di cui la sabbia di vetro è un esempio consolidato. Infatti, stando alle caratterizzazioni effettuate in passato, la frazione inferiore a 0,2 mm consta in media del 25,9%, da circa 22% fino al 30%.
Allo scopo di recuperare questo potenziale scarto, è stato condotto un progetto ricerca volto a definire le condizioni ottimali di granulazione, per ottenere granuli di materiale adatti all’utilizzo per la produzione di vetro cavo.
Prove sperimentali preliminari hanno mostrato come la frazione fine non possa essere granulata da sola, ma necessariamente debba contenere una certa percentuale di sabbia di vetro tal quale.
Per validare le condizioni di sperimentazione sono state validate delle metodiche sperimentali per la verifica delle proprietà meccaniche dei granuli. I granulati ottenuti per mescolamento di materiale fine (<0,2 mm), materiale Tal quale, acqua e una soluzione di Silicato di sodio a 38-40 Baumè hanno dimostrato ottime proprietà di resistenza meccanica e all’abrasione, secondo i test sviluppati in SSV.
Sulla base dei parametri di processo indicati è stato formulato un progetto di massima da applicare su scala industriale. Lo schema di impianto è diviso in tre stadi principali:
1.Stadio di miscelazione ingredienti e granulazione del materiale: in questo passaggio gli ingredienti vengono formulati in un miscelatore ad asse orizzontale, dove avviene la formazione ed omogeneizzazione dimensionale dei granuli.
2.Essiccazione: in questo passaggio i granuli entrano in un tunnel ad essiccazione, dove si indurisce la parte superficiale del granulo, così da impedire l’aggregazione tra granuli e proteggerli da eventuali danni causati dalla movimentazione.
3.Stoccaggio: lo stoccaggio deve avvenire in silos (a questo punto i granuli risultano impilabili) oppure in zona coperta, dato che si degraderebbero rapidamente sotto l’azione dell’acqua piovana (il Silicato di Sodio è solubile in acqua).
La caratterizzazione chimico fisica, le prove di fusibilità e di schiumatura non hanno trovato, a livello di laboratorio, alcun ostacolo all’utilizzo in vetreria del materiale per ciò che concerne le problematiche di schiumatura e di dissoluzione delle particelle di materiale infusibile variamente presenti nella sabbia di vetro.
Più precisamente, per quanto riguarda il parametro più rilevante, la schiumatura, è stato osservato che la tendenza alla schiumatura dei granuli risulta dello stesso ordine di grandezza, del rottame di vetro, e sensibilmente inferiore alla Sabbia di vetro tal quale.
6.2) Comunicazione
Nel 2017, il Piano di Comunicazione e Promozione è stato articolato con i seguenti obiettivi:
1)miglioramento della qualità della raccolta dei rifiuti di imballaggio in vetro, con particolare riguardo alla presenza di ceramica e cristallo;
2)aumento della quantità raccolta nelle aree in ritardo, in particolare in quelle del Sud con la maggiore potenzialità di crescita (Puglia e Sicilia).
L’obiettivo qualità è stato perseguito con:
La Campagna TV nazionale “Bottiglia e vasetto” il cui messaggio è stato di non conferire ceramica, cristallo e vetro borosilicato insieme al vetro. Articolata in otto settimane di programmazione, suddivise in due “flight” stagionali di uno spot da 15”, ha avuto Licia Colò quale testimonial. Ha ricevuto il patrocinio del MATTM e di ANCI.
Il “Progetto Horeca” ideato per diminuire la presenza della ceramica nei rifiuti di imballaggi in vetro attraverso un’azione mirata su bar e ristoranti. L’iniziativa ha preso le mosse da una ricerca che ha dimostrato che la quantità di ceramica nei rifiuti di imballaggi in vetro di questi esercizi pubblici è circa 2,5 volte superiore a quello delle famiglie. Il progetto, iniziato lo scorso anno, è stato implementato in collaborazione con FISE e Federalberghi. E’ stato articolato in comunicazioni a tutti gli esercizi del territorio nazionale ed in una campagna sul web e sui social.
Il progetto “Vetro Senza Cristallo” dedicato alla Toscana, regione che, sulla base di una ricerca, presenta il maggior inquinamento di cristallo nei rifiuti di imballaggi in vetro, probabilmente per la presenza di cristallerie nel territorio. E’ stata articolata in una campagna sulle TV locali informazione e formazione dei gestori delle raccolte e degli insegnanti delle scuole, distribuzione di materiale informativo alle famiglie.
L’obiettivo quantità è stato perseguito con:
Il “Piano straordinario di incentivazione Sud”, basato sull’osservazione che la maggior parte delle regioni del Sud era in ritardo nella raccolta del vetro, ha previsto un bonus a ciascun soggetto convenzionato delle regioni che, nel loro complesso, avessero presentato una crescita della raccolta non inferiore al 10% rispetto al 2016. Il Piano è stato implementato con la collaborazione di CONAI e ANCI. Il risultato è stato un aumento medio del 15%
La Campagna TV “Raccogli di Più”, caratterizzata da uno spot da 30’’ realizzato in due versioni regionali realizzate ad hoc (Puglia e Sicilia), in onda per circa 11 settimane di programmazione sulle emittenti locali più seguite al Sud.
Il “Progetto Puglia”, in collaborazione con l’Agenzia territoriale della Regione Puglia per il servizio di gestione dei rifiuti, è stato articolato in incontri operativi con i 6 ATO e i 38 ARO volti a promuovere la raccolta nel territorio, mediante cofinanziamento di contenitori per raccolta monomateriale del vetro e di comunicazione.
Il progetto “Bar e ristoranti TA/BR/FG”, ideato assieme all’Agenzia territoriale della Regione Puglia per il servizio di gestione dei rifiuti, iniziato nel 2017 è in implementazione nel 2018. Ha lo scopo di dare impulso alla raccolta in città particolarmente in ritardo tramite uno sviluppo mirato di un settore della raccolta. Si articola in cofinanziamento dei bidoni carrellati, formazione del personale addetto, campagna di comunicazione. Ha obiettivi di quantità da raggiungere in tre mesi che, se ottenuti, prevedono la donazione di un parco giochi attrezzato su una superficie comunale e l’estrazione di un viaggio premio per due persone, per gli esercenti di ogni città.
Il “Progetto Sicilia”, in collaborazione con l’Ufficio Speciale per la Differenziata della Regione Sicilia, prevede un programma di incontri a livello provinciale con Comuni e SRR, cofinanziamento di contenitori e attività di comunicazione
Il progetto biennale “Due Poli Sicilia”, nasce per creare due aree di riferimento per la regione, in posizioni geograficamente opposte, con raccolta differenziata del vetro diffusa ed efficace. Le aree individuate sono state le province di Catania (escluso il capoluogo, dove era già in atto una iniziativa multiconsortile CONAI) e di Trapani. CoReVe con questo progetto ha voluto fare uno sforzo straordinario per promuovere in maniera decisa la raccolta e dimostrare che risultati importanti possono essere ottenuti anche in questa regione. Infatti ha dedicato una persona locale per una consulenza personalizzata ai Comuni e previsto co-finanziamenti per contenitori fino all’80% con fornitura gratuita di materiale per la comunicazione locale.
Altre iniziative svolte sono state:
–il premio nazionale “Green Award” 2017, assegnato al Comune di Castellanza (VA) quale vincitore assoluto;
–il Concorso “GlassSharing”, realizzato insieme ad Assovetro e rivolto agli studenti delle scuole primarie e secondarie;
il “Green School Game”, organizzato insieme a tutti i Consorzi CONAI, rivolto agli studenti delle scuole superiori della Calabria.
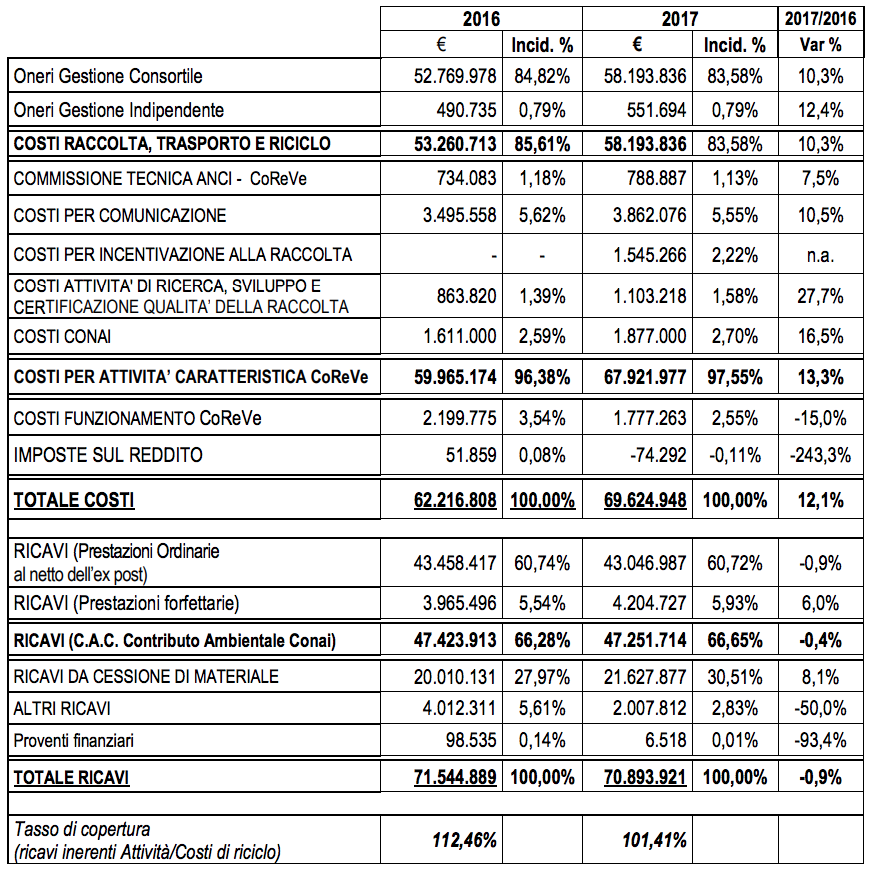
7) BILANCIO CONSUNTIVO 2017
Nella seguente tabella sono riportati i dati del bilancio consuntivo 2017 (€).
8) PROBLEMATICHE E PROSPETTIVE EVOLUTIVE
8.1) I principi di efficacia, efficienza ed economicità applicati ai modelli di gestione dei rifiuti d’imballaggio in vetro.
Le modalità di raccolta dei rifiuti da imballaggio in vetro vanno individuate in relazione alle esigenze delle attività di riciclaggio.
Tale “principio”, espresso dal Legislatore in modo molto chiaro nel DLgs 152/06 (Testo Unico Ambientale, di seguito T.U.A.), all’art. 224.5, è stato successivamente e definitivamente sancito anche dal DLgs 205/10, nel recepire la Direttiva Rifiuti 2008/98/CE in Italia.
Sebbene questo concetto fosse già ben presente nel quadro normativo pre-esistente al T.U.A. (il Titolo II del d.lgs. 22/97 “gestione degli imballaggi” prescriveva che tutte le operazioni di gestione dei rifiuti di imballaggio fossero condotte secondo criteri di efficacia, efficienza ed economicità, le cosiddette “3 E”) in merito all’individuazione delle forme di gestione della raccolta differenziata, il DLgs 205/10 dispone in particolare quanto segue:
•(art. 7.1) per promuovere il riciclaggio di alta qualità, soddisfacendo i necessari criteri qualitativi per i diversi settori del riciclaggio, le Regioni stabiliscono i criteri con i quali i Comuni provvedono a realizzare la raccolta differenziata.
•(art. 7.3) Il Ministero emana misure intese a promuovere il riciclaggio di alta qualità, privilegiando la raccolta differenziata, eventualmente anche monomateriale, dei rifiuti.
Tenuto conto che la fase di trattamento/recupero dei rifiuti (per il successivo avvio a riciclo) è strettamente connessa con la precedente fase di raccolta, perché si trova ad operare sui “risultati” di questa’ultima, la definizione di un sistema/servizio di gestione efficiente, efficace ed economico, funzionale cioè al riciclaggio di “alta qualità” dei rifiuti d’imballaggio in vetro, dovrebbe essere quantomeno il risultato di una “concertazione” tra i responsabili delle due fasi (chi conosce i processi di valorizzazione sa bene che, per ottimizzare il sistema, è la raccolta differenziata che dovrebbe tenere conto delle esigenze qualitative della fase di recupero e riciclo).
Per le ragioni descritte con più dettaglio più avanti, l’individuazione del sistema più “efficace, efficiente ed economico” per la raccolta differenziata del vetro, cioè utile a soddisfare le esigenze delle attività di riciclaggio, è semplice: si tratta della raccolta
monomateriale dei rifiuti di imballaggi in vetro, preferibilmente stradale.
L’esperienza italiana, ampiamente condivisa a livello europeo, conferma infatti che questo sistema, accompagnato dall’attenta opera di sensibilizzazione del cittadino e dall’adozione, da parte del gestore della raccolta, dei criteri riportati nell’ ALLEGATO B, consente di raggiungere i livelli di qualità necessari e sufficienti per massimizzare il riciclo in vetreria.
E’ questo, infatti, l’unico settore in grado di garantire l’assorbimento e il riciclo dell’intero quantitativo di vetro proveniente dalla raccolta differenziata nazionale degli imballaggi (e oltre), massimizzando i risultati economici ed ambientali complessivi del sistema.
Anche la Pubblica Amministrazione è coinvolta in prima persona, come richiamato dal Titolo II del T.U.A. all’articolo 222, nell’organizzare sistemi adeguati di raccolta differenziata in modo da permettere al consumatore di conferire al servizio pubblico rifiuti di imballaggio selezionati dai rifiuti domestici e da altri tipi di rifiuti di imballaggi, al fine di poter soddisfare i criteri qualitativi dei settori che, a valle del recupero, assicurano il riciclo. In particolare, al comma 1, lettera b) si ribadisce che: la gestione della raccolta differenziata deve essere effettuata secondo criteri che privilegino l’efficacia, l’efficienza e l’economicità del servizio, nonché il coordinamento con la gestione di altri rifiuti.
Ai sensi dell’Accordo Quadro Anci-CONAI (2014-2019) che, con l’ALLEGATO TECNICO VETRO collega l’effetto della raccolta differenziata, cioè la qualità del rifiuto raccolto, ai corrispettivi da erogare ai Convenzionati per gli oneri aggiuntivi relativi alla raccolta differenziata stessa, si precisa inoltre che:
·i Comuni sono tenuti a mettere in atto un adeguato sistema di raccolta differenziata dei rifiuti di imballaggio in vetro, impegnandosi alla messa a disposizione delle attrezzature nei punti di raccolta, per il successivo prelievo e stoccaggio presso i punti di raccolta e/o conferimento a piattaforme del rottame di vetro;
·è consigliabile che la raccolta da bar e ristoranti sia organizzata in maniera diversa, adeguata alla tipologia dei consumi e della produzione di rifiuti di questi esercizi pubblici, e che i Comuni provvedano a controllare saltuariamente se il materiale risulta particolarmente inquinato da stoviglie di ceramica, dato che a CoReVe risulta che la presenza di questo materiale improprio sia 2,5 più elevato che nei rifiuti delle famiglie;
·ai fini del raggiungimento dei parametri qualitativi definiti al punto 2 dell’Allegato stesso si indica il sistema di raccolta differenziata monomateriale, come ottimale;
·la raccolta multimateriale pesante (vetro-plastica-metalli) è sconsigliata da ANCI- CONAI in quanto inadatta ad avviare a riciclo in maniera efficace ed efficiente i singoli materiali;
·comunque, il rottame di vetro proveniente da raccolta differenziata multimateriale deve essere consegnato previa separazione dagli altri materiali oggetto della raccolta;
·il gestore della raccolta è tenuto a promuovere forme di controllo e intervento sull’utenza, al fine di garantire i necessari standard di qualità del servizio di raccolta e del materiale conferito;
·al CoReVe compete il ritiro dei rifiuti di imballaggio in vetro provenienti dalla raccolta differenziata per l’avvio presso i centri di trattamento/valorizzazione e il successivo inoltro presso le vetrerie per il riciclo.
Tenuto conto del fatto che le caratteristiche qualitative del rottame di vetro, affinché cessi di essere rifiuto e possa essere avviato a riciclo mediante rifusione in vetreria, sono oggi disciplinate dall’ex D.M. 5.2.98 (e ss.mm.ii.) e oggetto del Regolamento EU n.1179 del 10 dicembre 2012, per permettere al CoReVe di ottenere un vetro MPS destinato alla rifusione in vetreria con le caratteristiche definite dalle norme e dalle esigenze dell’industria, è fondamentale che nella fase di raccolta si operi per il rispetto dei seguenti parametri massimi ammissibili:
·il vetro < 10 mm non dovrà essere presente in misura superiore al 20% in peso del materiale consegnato;
·i materiali diversi dal vetro sono accettabili fino ad un massimo del 6,5% in peso;
·la presenza di ceramica e sassi fino ad un massimo dell’ 1,5% in peso sul totale.
8.1.1) L’ottimizzazione del trattamento
Nella seguente tabella sono riportate, nella prima colonna, le specifiche merceologiche minime necessarie per definire il vetro trattato una “Materia Prima Seconda” (MPS), secondo l’ordinamento nazionale; nella seconda colonna sono riportate le caratteristiche qualitative prescritte dal Regolamento Europeo (“End of Waste”) n.1179 del 10 dicembre 2012; nella terza è riportato il capitolato vigente per l’accettazione in vetreria del vetro MPS.
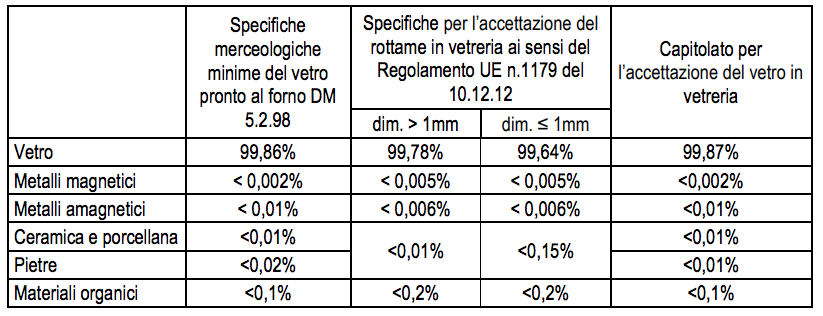
Quindi, l’efficienza delle operazioni di selezione è nello stesso tempo condizione formale e sostanziale per il riciclo.
Formale, perché il rottame che non possiede le caratteristiche minime stabilite dalle normative è un “rifiuto” e come tale non può essere accettato in vetreria.
Sostanziale, perché se non rispetta i valori qualitativi fissati dai capitolati definiti dalle aziende, non può essere utilizzato in vetreria come materia prima per nuove produzioni.
E’ assolutamente necessario che la fase di trattamento possa avvalersi di tutta la migliore tecnologia per la selezione del vetro che oggi è disponibile.
Le aziende che operano nel trattamento hanno fatto e dovranno continuare a fare, nel breve periodo, progressi notevoli.
La presenza di ceramica nei carichi contestati e respinti ha raggiunto anche i 700/800 grammi/tonnellata (oltre 10 volte il valore di capitolato).
In sintesi, le aziende di trattamento devono disporre delle apparecchiature di tecnologia adeguata per assicurare efficacemente l’eliminazione dei metalli magnetici ed amagnetici, la selezione del cristallo, della ceramica e dei residui organici, la separazione della frazione fine nella migliore maniera permessa dallo stato dell’arte e la successiva lavorazione separata della stessa.
Oggi, superate le fasi sperimentali, si è ormai orientati a:
·selezionare in maniera efficace anche una parte delle frazioni più fini (comunque > 4-
6 mm), consentendo un’importante riduzione del tenore di materiale “fine” non utilizzabile direttamente in vetreria;
·selezionare il vetro, proveniente da scarti di frazioni contenenti metalli pesanti come il piombo, incompatibili con la produzione di vetro d’imballaggio. Tale tecnologia, per granulometrie comunque superiori 4-6 mm, è oggi in corso di consolidamento.
Per quanto riguarda gli aspetti gestionali, il responsabile dell’impianto di trattamento dovrà essere in grado in ogni momento di documentare la qualità del materiale, che dovrà essere accertato mediante controlli continui sull’impianto. Dovrà, inoltre, certificare il rispetto dei parametri di qualità sopra indicati e impegnarsi ad evitare commistioni volontarie con altre tipologie di vetro.
Nonostante tutto questo, va tenuto presente che è comunque impossibile raggiungere i livelli minimi di qualità partendo da un materiale che ha circa l’1,2% di ceramica e l’ 8,7% tra altre impurità e rifiuti, se teniamo presente che il vetro MPS non deve avere presenza di ceramica superiore allo 0,008% (cioè, 150 volte inferiore) e rifiuti non superiori allo 0,05% (cioè, 174 volte inferiore).
In altre parole, il miglioramento tecnologico da solo non basta. Ancora una volta, anche questo tipo di impegno deve essere accompagnato da un significativo miglioramento della qualità del rottame grezzo fin dal conferimento.
8.1.2) Impiego in edilizia (o in altri settori) del vetro non idoneo al riciclo in vetreria in alternativa al conferimento in discarica
Il processo di recupero e trattamento, indispensabile per la trasformazione dei rifiuti di imballaggi in vetro in vetro MPS, come è noto determina una parallela produzione di scarti, caratterizzati da elevata presenza di vetro a granulometria “fine” (generalmente < 6-10 mm) che viene separato come sottovaglio.
Occorre sottolineare che la percentuale del materiale “fine” è in costante aumento da molti anni a questa parte, sostanzialmente per due motivi:
·il metodo di raccolta domiciliare “porta a porta”, che comporta una maggiore frammentazione del vetro;
·le eccessive movimentazioni del materiale, tipiche soprattutto delle raccolte “multimateriali” (ammesso che non sia usato il “compattatore”) che richiedono la fase di “pre-selezione”, dopo la raccolta, propedeutica al trattamento/valorizzazione della sola frazione vetrosa.
L’attuale tecnologia purtroppo non garantisce, per tale granulometria “fine”, il raggiungimento dei parametri di qualità richiesti dall’industria del riciclo, soprattutto per la presenza di cristallo e delle cosiddette sostanze “infusibili” (CSP) costituite da ceramica, vetroceramica, pietre e porcellana. Su questo tema, come precedentemente esposto, SSV su richiesta di CoReVe, sta facendo ricerca scientifica.
Tali scarti vetrosi, in quanto inerti, in altri paesi vengono normalmente riciclati in
edilizia, nella preparazione degli asfalti o del sottofondo stradale, etc. con procedure di recupero “semplificate”. Questo canale, potenzialmente in grado di assorbire quantitativi importanti di scarti anche in Italia, qui è solo “teoricamente” utilizzabile come altrove. Questo perché la certificazione analitica richiesta dalla normativa italiana per questo tipo di impieghi dall’ex DM 5.2.98 e ss.mm.ii. (DLgs 16 gennaio 2008 n.4, DM 5 aprile 2006, n.186; DM 27 luglio 2004; DM 27 luglio 2004; DM
12 giugno 2002, n.161) è, paradossalmente, più onerosa e complessa di quella prevista per l’impiego del rottame di vetro nella fabbricazione di contenitori per alimenti.
Una ricerca svolta dalla Stazione Sperimentale del Vetro di Murano, in collaborazione con il Centro Ceramico di Bologna, proprio in merito alle verifiche analitiche previste dall’ex D.M. 5.2.98 e ss.mm.ii. sui campioni di vetro di scarto (macchina della ceramica
+vetro “fine”) provenienti dagli impianti di trattamento dei rifiuti d’imballaggio provenienti dalla raccolta differenziata, aveva condotto alle conclusioni che riassumiamo:
·per entrambe le tipologie di materiale vengono sempre rispettati i limiti di cessione previsti per i metalli pesanti;
·il parametro del COD (Domanda Chimica di Ossigeno) eccede sempre il limite di 30 mg/l previsto dal test di cessione di cui all’All.3 dell’ex D.M. 5.2.98 ma questo perché il metodo analitico ed il relativo limite di riferimento, attualmente previsti dal D.M. 5.2.98 e ss.mm.ii., sono scientificamente inadeguati, tanto è vero che anche un campione di sabbia d’estrazione non risulterebbe conforme, se testato con gli stessi criteri.
Pertanto, utilizzando sistemi di indagine e parametri di riferimento scientificamente corretti si giungerebbe a risultati differenti e cioè:
·la frazione di scarto “fine” avrebbe la possibilità di poter essere utilizzata “tal quale” in edilizia, ovvero senza dover subire alcuna propedeutica operazione di pulizia;
·la frazione più grossolana (CSP), potrebbe essere impiegata in edilizia con una adeguata aspirazione delle componenti inquinanti “leggere”.
Già oggi, dunque, esisterebbero i presupposti tecnologici per l’impiego degli scarti nel settore dell’edilizia mediante semplici operazioni di recupero. Però, per poter aprire questi canali concretamente, occorrerebbe rimuovere gli ostacoli normativi vigenti che impediscono, senza ragione alcuna, l’avvio al recupero di tale materiale attraverso attività di trattamento che operino in regime di procedure semplificate, quelle previste dall’ex DM 5.2.98 allegati 1 sub-allegato 1 voce 2.1.3 c).
Inoltre, a quanto sopra, si aggiunge l’assenza di precisi valori limite di riferimento per alcuni parametri, che lascia alla libera interpretazione degli organi di controllo locali la possibilità di impiegare o meno il materiale in queste forme di utilizzo alternativo. Questa aleatorietà, insieme alla crisi economica del comparto, è da ritenere la ragione principale per la quale, questo tipo di forme di riciclo degli scarti restano ancora molto contenute.
Attualmente, l’unica alternativa consentita in virtù della disciplina vigente rimane quindi quella di operare il recupero di questi materiali secondo le procedure di recupero ordinarie, ai sensi degli articoli 208, 209, 210 e 211 del T.U.A.
Tali operazioni di recupero/riciclo (R5), sono gestite presso impianti specializzati nella lavorazione degli inerti da società autorizzate (con procedura ordinaria), che dal 2010 forniscono tutta la documentazione prevista dal disciplinare CONAI – CoReVe per l’attestazione dell’avvio al riciclo (R5) di detti scarti.
Una parte del materiale in uscita dal trattamento di recupero “secondario”, meglio descritto nel capitolo seguente e relativo alla produzione di “sabbia di vetro”, oggi prevalentemente destinata alla rifusione in vetreria, è anch’esso avviato da alcuni anni a riciclo (aperto) nei comparti dell’industria ceramica (sotto forma di “Ceramic Sand”) e/o nella produzione di laterizi.
Le quantità di vetro provenienti dal recupero degli scarti complessivamente avviate a riciclo (aperto) in settori alternativi al vetro cavo meccanico (produzione contenitori) nel 2017 sono passate complessivamente da 27.162 tonnellate del 2016, a 26.754 tonnellate.
9) ALLEGATI
9.1) Indicatori
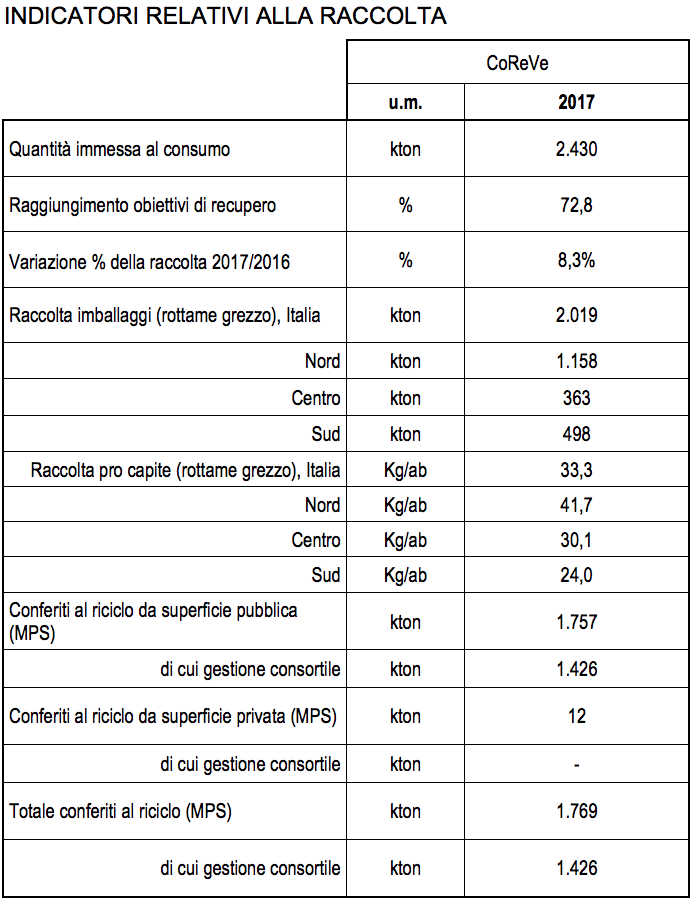
INDICATORI RELATIVI ALLA COPERTURA NAZIONALE AL 31/12/2017
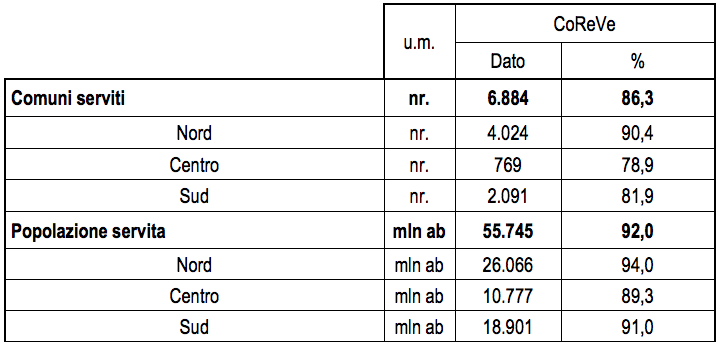
INDICATORI DI EFFICIENZA DEL SISTEMA
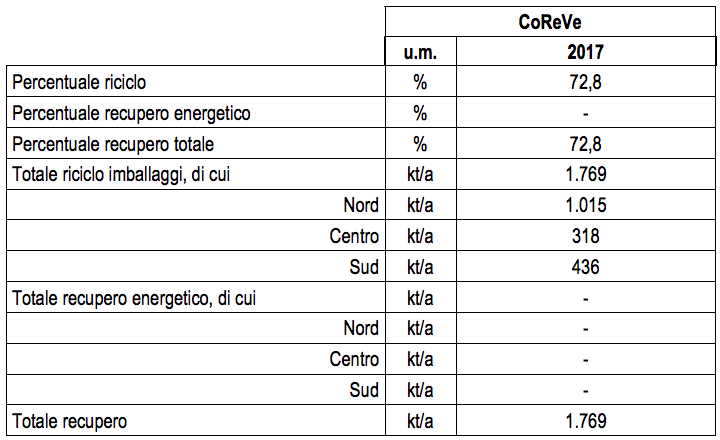
INDICATORI RELATIVI AGLI IMPIANTI
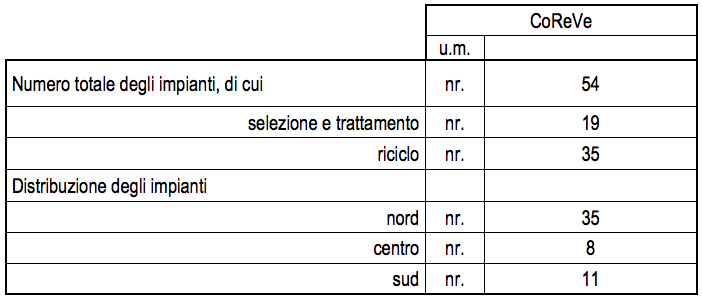
9.2) Allegato A
1.Il modello che allo stato attuale sembra dia i migliori risultati di efficacia ed efficienza è quello porta-a-porta per tutti i materiali salvo il vetro e l’umido che sono conferiti in contenitori stradali. In particolare, per il vetro, quando sono usati contenitori con l’interno da parte dell’utente solo attraverso un foro piccolo.
2.Realizzare una rete di raccolta che faciliti la partecipazione dei cittadini mediante il posizionamento di un adeguato numero di contenitori stradali da ubicare in funzione della massima riduzione dei percorsi che l’utenza deve compiere per conferire il materiale (di norma è bene affiancare il contenitore per il vetro ai cassonetti per la raccolta di altre frazioni riciclabili).
Il contenitore di raccolta deve essere dotato di un foro di conferimento del diametro massimo di 20 cm ed il conferimento del vetro deve avvenire esclusivamente attraverso tale apertura. I cassonetti devono essere privi di altre aperture diverse dai fori di conferimento che, qualora presenti, debbono essere chiuse a chiave oppure dotate di sistema di apertura gravitazionale.
3.Per la vuotatura dei contenitori non devono essere utilizzati compattatori o altri mezzi che favoriscano la frantumazione del vetro; vanno utilizzati mezzi dedicati e dotati di cassone libero della massima cubatura consentita dalle norme sul trasporto allo scopo, appunto, di raggiungere la massima portata di carico in peso, senza ricorrere alla frantumazione del vetro.
4.La vuotatura dei contenitori deve essere sempre fatta prima del loro completo riempimento; questo sia perché il contenitore stradale deve essere sempre in grado di ricevere il vetro, sia perché il sovrautilizzo (cumuli esterni di materiale) incide sfavorevolmente sulla partecipazione del cittadino (quantitativa e qualitativa).
5.La manutenzione dei contenitori stradali deve essere costante; adesivi (possibilmente quello approvato dal Comitato di Coordinamento ANCI- CONAI) con le istruzioni sulle corrette modalità di conferimento devono essere sempre presenti e ben visibili; impedire l’uso improprio dei contenitori stradali (per es. quale supporto ad altri messaggi di propaganda che nulla hanno a che fare con la raccolta del vetro).
6.Il Convenzionato si impegna ad operare affinché l’utenza sia adeguatamente informata sulle corrette modalità di conferimento dei materiali diversi dal vetro (stoviglie in ceramica, stoviglie ed oggetti in cristallo, vetro borosilicato).
7.Il Convenzionato ed il CoReVe effettueranno periodici controlli sulla qualità dei rifiuti di imballaggio in vetro raccolti allo scopo di adottare, qualora necessario, ciascuno per la parte di propria competenza, le idonee azioni per promuovere il raggiungimento dei valori qualitativi ottimali di raccolta;
8.Caratteristiche suggerite per il deposito temporaneo:
a)il materiale dovrà essere depositato su superficie cementata e dotata di trattamento anti-usura della pavimentazione;
b)la superficie cementata dovrà essere delimitata, su tre dei quattro lati, da sponde dell’altezza minima di 2 m in grado di resistere all’azione della pala meccanica durante la movimentazione;
c)la superficie di deposito dovrà avere una capacità minima pari a tre carichi utili (circa 100 ton);
d)l’area minima di deposito, considerata la densità media del rottame di vetro (ipotizzando una tonnellata circa per metro quadrato), dovrà essere di 150 mq (indicativamente, 15 m x 10 m di lato);
e)la stazione di deposito dovrà essere dotata di pala meccanica con alzata superiore a 3,80 m, in modo da permettere al Convenzionato la movimentazione del materiale e l’agevole caricamento dei mezzi di trasporto delle Aziende Vetrarie;
f)dovrà essere disponibile uno spazio adeguato per l’accesso ed il carico di mezzi pesanti (portata 30 ton);
g)il ritiro del materiale idoneo può essere effettuato in presenza di almeno un carico utile (30 tonnellate: portata di un bilico o autotreno ribaltabile dotato di sponde alte);
h)nella movimentazione del materiale il Convenzionato opererà in modo che la frantumazione dello stesso sia la minima possibile.